Laagdikte meting is een kritieke kwaliteitscontrole bij anodiseren van aluminium. De dikte van de anodisatielaag bepaalt directe corrosiebestendigheid, slijtvastheid en levensduur van het eindproduct – te dun resulteert in vroegtijdige degradatie, te dik kan scheuren en afbladderen veroorzaken. Voor professionele toepassingen vereisen specificaties nauwkeurige laagdikte controle binnen strakke toleranties, typisch ±2-3 micrometer voor architecturaal werk en ±1 micrometer voor precisie engineering. Deze gids behandelt meetmethoden, apparatuur, interpretatie van resultaten en industriestandaarden voor betrouwbare laagdikte verificatie.
Inhoudsopgave
Waarom Laagdikte Meten Essentieel Is
Anodisatie laagdikte heeft directe, lineaire relatie met corrosiebestendigheid. Accelerated weathering tests (ASTM B117 zoutsproei) tonen dat elke 5 micrometer extra laagdikte ongeveer 200-300 uur extra corrosiebestendigheid geeft. Voor type II anodisatie betekent dit dat standaard 15 micrometer ongeveer 600-900 uur zout spray weerstand biedt, terwijl 20 micrometer 800-1200 uur haalt. In echt-world termen vertaalt dit naar verschil tussen 15-20 jaar versus 25-30 jaar buitenduurzaamheid in Nederlands klimaat. Onderschatten van benodigde laagdikte voor applicatie resulteert in vroegtijdig falen.
Voor slijtvastheid is laagdikte nog kritischer – slijtage weerstand schaalt exponentieel met dikte. type III hardcoat met 25 micrometer heeft ongeveer 3× slijtage weerstand van 15 micrometer laag, terwijl 50 micrometer 8-10× verbetering geeft versus 15 micrometer. Voor hoogbelaste applicaties (glijlagers, positioning guides, extrusie dies) is adequaat laagdikte verschil tussen 100.000 en 1.000.000+ operationele cycli. kosten van laagdikte meting (€2-5 per meting) is verwaarloosbaar versus risico van component falen in kritieke assemblages.
Juridisch en contractueel is laagdikte verificatie ook essentieel. Architecturale specificaties volgens Qualicoat standaard vereisen minimum 15 micrometer type II voor klasse 1 (binnen/beschut buiten) en 20 micrometer voor klasse 2 (direct weer blootgesteld). Aerospace specs (MIL-A-8625) specificeren 5-18 micrometer type II afhankelijk van applicatie. Niet-conformiteit kan leiden tot rejected batches, contractuele penalties, en garantie claims. Gedocumenteerde laagdikte metingen bij procesmatig en final inspectie zijn standaard kwaliteitsborging vereisten.

Meetmethoden voor Anodisatie Laagdikte
Eddy current (wervelstroom) metingen zijn industriestandaard voor routine anodisatie laagdikte verificatie. Deze non-destructieve methode gebruikt elektromagnetische inductie: een probe met AC-energized coil creëert magnetisch veld dat eddy currents induceert in de aluminium substraat onder de niet-geleidende oxide laag. Laagdikte beïnvloedt coil impedantie, gemeten door elektronics en gecalibreerd naar micrometer dikte. Moderne digitale meters hebben ±1-2% nauwkeurigheid en ±0.5-1 μm herhaalbaarheid. Metingen zijn instant (1-2 seconden), maken geen oppervlakte schade, en vereisen geen monster voorbereiding.
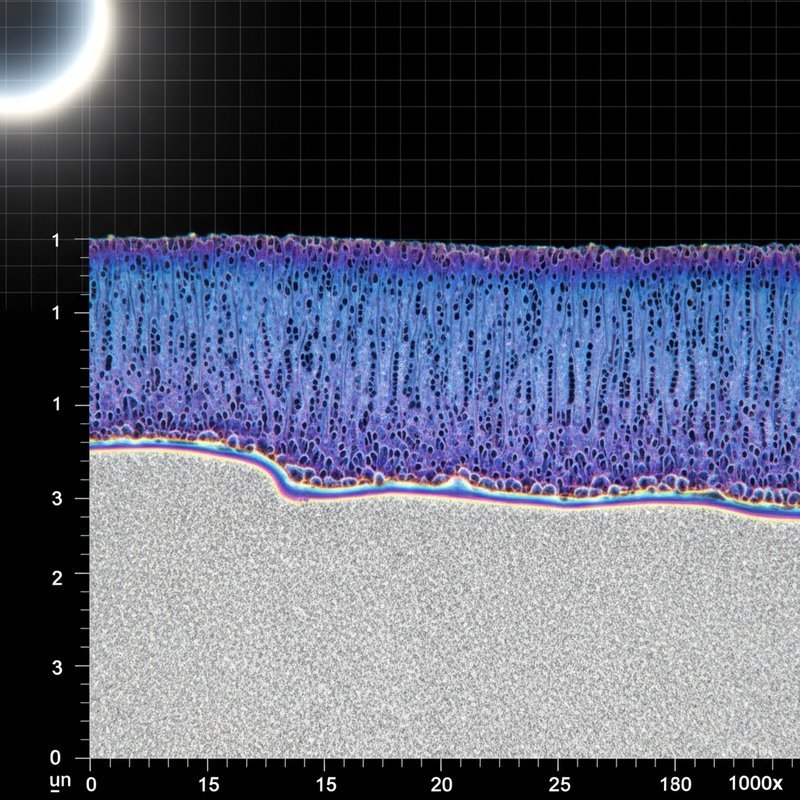
Microscopische cross-sectie analyse is referentie methode voor laagdikte verificatie maar is destructief en labor-intensief. monster wordt gezaagd, gemount in resin, gepolijst tot spiegel afwerking, en bekeken onder metallurgische microscoop bij 200-500× vergroting. Anodisatie laag is duidelijk zichtbaar als donkere band tussen lucht en metaal substraat. Dikte wordt gemeten met gereticule of digital image analysis software. nauwkeurigheid is uitstekend (±0.2-0.5 μm) maar methode is alleen geschikt voor productie verificatie en dispute resolutie, niet routine QC door tijd (30-60 minuten per monster) en destructieve natuur.
Gravimetrische methode (weging voor/na strippen) is oudere techniek nog soms gebruikt voor calibratie verificatie. Deel wordt nauwkeurig gewogen, anodisatie wordt chemisch gestript, deel opnieuw gewogen. Massa verlies gecombineerd met deel oppervlakte en oxide dichtheid (3.95 g/cm³ voor Al₂O₃) geeft gemiddelde laagdikte. Methode is accurate voor large, uniform monsters maar onpraktisch voor routine metingen. Ook destructief aangezien anodisatie verwijderd wordt. Primair gebruikt door anodiseerders voor calibratie van eddy current meters.
Electrochemical impedance spectroscopy (EIS) en capacitance-based methoden zijn geavanceerde technieken voor onderzoek en gespecialiseerd toepassingen. Deze meten elektrische eigenschappen van oxide laag via AC impedantie over frequentie bereik. Zeer nauwkeurig maar vereist dure apparatuur (€20.000-50.000) en expertise voor gegevens interpretatie. Niet gebruikt voor routine productie QC maar waardevol voor proces ontwikkeling en understanding van laag structuur/porosity relatie met verwerking parameters.
Eddy Current Meetapparatuur
Portable eddy current meters zijn werkpaarden voor anodisatie kwaliteitscontrole. Standaard modellen (€1500-3500) hebben digital weergave, gegevens logging capaciteit voor 100-1000 metingen, USB connectiviteit voor PC download, en komen met calibratie foils/standaarden. Kritieke specificaties: meting bereik (typisch 0-1500 μm is ruim voldoende voor anodisatie die max 100 μm is), resolutie (0.1 μm minimum, 0.01 μm voor precisie werk), nauwkeurigheid (±1-2% van reading ±1 μm), probe type (FN probes voor non-ferrous substrates zoals aluminium zijn standaard).
Probe selectie is kritiek voor accurate metingen. standaard 14mm diameter probes zijn versatiel voor vlakke oppervlakken >30mm diameter. klein spot probes (6-8mm) zijn nodig voor smalle kenmerken, fillet radii, of klein onderdelen. Voor gebogen oppervlakken (tubes, cilinders) zijn curved probes met matching radii beschikbaar. Probe calibratie is substraat-specifiek – probes gecalibreerd op 6063 aluminium geven 2-5% afwijking op 7075 door verschillende elektrisch conductivity. Voor multi-legering productie faciliteiten zijn meerdere calibraties of legering-compensation kenmerken nodig.
Calibratie gebeurt met gecertificeerd foil standaarden – precisie plastic films van bekende dikte (typisch 10, 20, 50, 100 μm sets) die op bare aluminium substraat gelegd worden. Meter wordt ge-zeroed op bare substraat, dan gecalibreerd op minimaal 2 punkte in meting bereik (bijvoorbeeld 15 en 50 μm voor type II werk). multi-point calibratie (3-4 punkte) verbetert nauwkeurigheid over volledig bereik. Calibratie verificatie moet minimaal wekelijks gebeuren voor productie gebruik, dagelijks voor kritiek werk. Foil standaarden degraderen over tijd (fingerprints, krassen) en moeten jaarlijks vervangen worden.
premium meters (€5000-15000) bieden extra kenmerken: automatic substraat recognition, multi-legering calibratie opslag, statistisch analysis (mean/stdev/min/max van meting serie), geïntegreerd camera voor meting locatie documentatie, Bluetooth/WiFi voor echt-tijd gegevens upload naar QMS systemen, en ruggedized construction voor harsh productie omgevingen. Voor grootvolume productie faciliteiten of kritiek aerospace/medical toepassingen rechtvaardigden deze investeringen door verhoogde doorvoer en verminderd meting uncertainty.
Laagdikte Specificaties en Toleranties
type II anodisatie specificaties volgens internationale standaarden: ASTM B580 (architecturaal) vereist 18 μm minimum op critieke oppervlakken voor AA (ernstig) dienst, 10 μm voor A (gematigd), MIL-A-8625 type II Class 1 specificeert 5-18 μm afhankelijk van applicatie (dunner voor dimensionaal kritiek parts, dikker voor corrosiebestendigheid), Qualicoat Class 1 minimum 15 μm gemiddeld met elk individueel meetpunt >12 μm, Class 2 minimum 20 μm gemiddeld met elk punt >18 μm. Nederlandse architecturale praktijk gebruikt typisch Qualicoat als referentie met 20 μm voor buitengevels, 15 μm voor beschut/binnen.
type III hardcoat specificaties hebben breder bereik door diverse applicaties. MIL-A-8625 type III Class 1 (no kleurstof) specificeert 18-90 μm, Class 2 (dyed) 18-45 μm. Aerospace toepassingen gebruiken vaak 25-50 μm voor balans tussen corrosie bescherming en dimensionaal growth. slijtage-kritiek applicaties (glijlagers, positioning guides) specificeren 50-100 μm voor maximum slijtvastheid. Belangrijke limitatie: zeer dikke hardcoat (>75 μm) is broos en kan scheuren onder thermische cycling of mechanisch spanning – toepassing engineering moet dikte optimaliseren versus vereisten.
Toleranties hangen af van proces mogelijkheid en applicatie criticality. Voor type II batch anodisatie is typische proces variatie ±2-3 μm binnen enkel batch, ±3-5 μm tussen batches. Voor precisie werk met tight procescontrole kan ±1-2 μm bereikt worden maar tegen premium prijsstelling. Voor type III is variatie groter – ±5-8 μm is normaal door langere processtijden en temperatuur sensitiviteit. architecturaal specs accepteren meestal bredere toleranties (±5 μm) omdat functionaliteit niet compromised wordt. precisie engineering specs vereisen strakke toleranties (±2 μm of beter) voor assemblage fit.
Lokale variatie over deel oppervlak is ook belangrijk. Complexe geometrieën (diepe holtes, smalle sleuven, scherp corners) krijgen vaak dunnere anodisatie door current distribution effecten. Specificaties moeten dit adresseren: “minimum dikte op alle oppervlakken” versus “gemiddelde dikte” maken groot verschil in acceptatie criteria. Voor kritieke delen is soms “minimum dikte op gespecificeerd critieke locaties” aanpak gebruikt, waarbij metingen op potentieel problematische kenmerken expliciet gemaakt worden. Dit vereist engineering judgement in monster planning.
Correcte Meetprocedure en Best Practices
monster selectie is eerste stap – voor batch van 100+ delen meet minimaal 5 representatieve monsters, voor 20-100 delen 3 monsters, voor <20 meet 100% indien kritiek of minimaal 1 per 10 delen. Selecteer monsters willekeurig over batch om systematisch variatie te detecteren (begin/midden/eind van productie run). Voor zeer grote delen (architecturale panelen 2-4 meter) meet meerdere locaties per deel - typisch 5-9 meetpunten in grid patroon over oppervlak. Voor complexe geometrieën identificeer kritiek kenmerken (dunne secties, holtes, edges) en zorg dat deze explicit gemeten worden.
Oppervlakte voorbereiding minimaliseert meetfout. Verwijder los vuil/stof met droge doek – vochtige reiniging kan water absorberen in poriën en metingen beïnvloeden (meet alleen volledig droge oppervlakken). Voor verzegeld anodisatie is dit minder kritiek maar voor unsealed oxide kan vocht absorption 2-5 μm apparent dikte toevoegen. Oliën en vetten interfereren ook – ontstof met isopropanol indien nodig. meten op representatieve oppervlak – vermijd krassen, deuken, of cosmetische defecten die lokaal abnormale dikte kunnen hebben.

Meting uitvoering: plaats probe loodrecht op oppervlak met lichte, consistente druk (geen excessieve force die substraat kan deuken). Voor digital meters wacht tot reading stabiliseert (typisch 1-2 seconden), noteer waarde. Herhaal op zelfde locatie 2-3× en gebruik gemiddelde voor betere herhaalbaarheid – enkel metingen kunnen ±0.5-1 μm variëren door probe positioning. Voor statistische analyse neem 5-10 metingen per monster locatie. Moderne meters met gegevens logging automatiseren dit en berekenen gemiddelde/stdev automatisch.
milieu condities beïnvloeden metingen. Eddy current meters zijn temperatuur gevoelig – specificeer metingen bij 20±5°C voor beste nauwkeurigheid. extreem temperaturen (<5°C of >40°C) kunnen 2-5% afwijkingen geven versus calibratie temperatuur. Electromagnetic interference van heavy machinery, welders, of inductie heating kan ook metingen verstoren – meet in relatief EMI-vrije omgeving indien mogelijk. Voor field metingen op bouwsite zijn condities minder controleerbaar – gebruik ruggedized meters en verhoog aantal metingen per locatie voor betrouwbaardere gemiddeldes.
Interpretatie van Meetresultaten
Voor batch acceptatie kijk naar statistisch distributie, niet alleen gemiddelde. Voorbeeld: specificatie is 18-25 μm, batch gemiddelde is 21 μm (lijkt goed), maar als 15% van metingen <18 μm zijn dan faalt batch ondanks acceptabel gemiddelde. Moderne specs gebruiken daarom dual criteria: (1) gemiddelde moet binnen bereik zijn, EN (2) geen individuele meting mag buiten absolute min/max zijn, OF maximaal X% mag buiten zijn (typisch 5-10% allowance). Dit voorkomt acceptatie van batches met buitensporig outliers die premature falen kunnen veroorzaken.
Systematische patronen in gegevens signaleren processissues. Als alle metingen aan rek linkerkant 2-3 μm dunner zijn dan rechterkant suggereert dit ongelijkmatig current distribution – opspanning moet geoptimaliseerd worden. Als eerste 20 delen van batch dikker zijn dan laatste 20 kan elektrolyt depletion of temperatuur drift oorzaak zijn. Trending van batch gegevens over tijd (weken/maanden) kan gradual proces degradatie detecteren voordat out-of-spec productie optreedt. statistisch proces controle (SPC) charts zijn powervolle gereedschappen hiervoor.
Voor rejected batches bepaal of herbewerking mogelijk is. Te dunne anodisatie (bijvoorbeeld 12 μm waar 18 μm vereist is) kan soms verstevigd worden via tweede anodisatie cyclus – dit is technisch complex en niet alle anodiseerders bieden het aan, maar voor dure gefabriceerde delen kan het economisch zijn versus scrappen. Te dikke anodisatie kan niet gecorrigeerd worden zonder volledig strippen en re-anodiseren. Voor marginale failures (bijvoorbeeld 17.5 μm waar 18 μm minimum is) kan engineering review beslissen of acceptatie met waiver mogelijk is afhankelijk van eindgebruik applicatie risico.
Uncertainty analysis is belangrijk voor tight specs. Eddy current meters hebben meetonzekerheid van ±1-2 μm. Als spec is 15-20 μm en je meet 14.5 μm, technisch gezien kan actual waarde 13.5-15.5 μm zijn (meetonzekerheid geconsidereerd), dus afwijzing op basis van enkel 14.5 μm reading is questionable. Voor kritieke acceptatie beslissingen met marginal readings herhaal metingen met meerdere operators, meerdere meters indien beschikbaar, of gebruik destructieve cross-sectie als arbiter. Gedocumenteerde meetonzekerheid budgets zijn deel van ISO 17025 accredited test labs.
Kwaliteitsborging en Documentatie
juist documentatie van laagdikte metingen is essentieel voor traceerbaarheid en liability bescherming. minimum informatie in meetrapport: (1) deel identificatie – partij nummer, tekening nummer, aantal gemeten, (2) specificatie – vereiste laagdikte bereik en relevant standaard (Qualicoat, MIL-A-8625, etc), (3) meetapparatuur – meter model/serieel, calibratie datum, gebruikte probe type, (4) meetresultaten – individuele readings, gemiddelde, min/max, standaard deviatie, (5) accept/reject beslissing met justificatie, (6) operator signature en datum.
Calibratie beheer voor meetapparatuur is kritiek. Eddy current meters moeten jaarlijks gecalibreerd worden door accredited lab (certificaat met traceerbaarheid naar nationale/internationale standaarden). Dagelijkse verificatie met referentie foils check of meter within spec is – significant drift tussen jaarlijkse calibraties suggereert probleem. Foil standaarden zelf moeten ook periodiek gecertificeerd worden (typisch 2-3 jaar). Voor ISO 9001 audits moeten alle calibratie registraties beschikbaar zijn. Non-compliant metingen kunnen complete batches invalideren.
gegevens archivering ondersteunt lange termijn kwaliteit trending en garantie probleem resolutie. Digital meters met gegevens logging maken dit eenvoudig – metingen uploaden naar QMS database met automatic timestamping en operator ID. Voor papieren registraties scan en digitaal archiveer – fysiek papier degradeert en kan verloren gaan. Bewaar meetdata minimaal 10 jaar voor architecturale projecten (typische garantie periode), langer voor aerospace/medical (soms levensduur van product). Database queries kunnen dan patronen identificeren als field failures optreden.
Voor klanten die laagdikte verificatie willen zien: professioneel anodiseerders leveren meetrapporten op verzoek, vaak tegen klein fee (€50-150 afhankelijk van detail niveau). Voor kritieke projecten specificeer vooraf dat gecertificeerd meetrapporten vereist zijn. Sommige klanten sturen eigen QC inspector naar anodiseerder voor witness inspectie van metingen – dit geeft maximum confidence maar voegt logistieke complexiteit toe. Voor highest assurance niveaus (aerospace, nuclear) is third-party inspectie door accredited lab soms contractueel vereist ondanks significant extra kosten.
Veelgestelde Vragen
Kan ik zelf laagdikte meten of is professionele apparatuur nodig?
Voor betrouwbare laagdikte metingen is professionele eddy current apparatuur essentieel – kosten beginnen bij €1500-2000 voor basic portable meters met adequaat nauwkeurigheid (±1-2%). Goedkopere magnetische dikte meters (<€500) die voor verf op staal gebruikt worden zijn NIET geschikt voor anodisatie omdat deze ferrous substrates vereisen - aluminium is non-ferrous dus magnetische methode werkt niet. DIY methoden zoals destructieve weighing of microscopie vereisen gespecialiseerde apparatuur en expertise die meeste bedrijven niet in-house hebben.
Voor occasionele verificatie is outsourcen naar test lab vaak kosteneffectiever dan apparatuur aanschaf. Materiaaltesting labs bieden laagdikte meting diensten voor €50-150 per batch (typisch 5-10 monsters gemeten). Dit omvat calibratie traceerbaarheid en gecertificeerd rapport. Voor bedrijven die frequent anodiseren (wekelijks of meer) rechtvaardigt investering in eigen meter zich binnen 6-12 maanden. Training voor operators is ook belangrijk – incorrecte meter gebruik kan 5-10% afwijkingen geven versus correct techniek.
Alternatief voor kleine bedrijven: sommige anodiseerders lenen portable meters uit aan klanten voor field verificatie, of bieden ter plaatse meting dienst waarbij technician met meter naar klant locatie komt. Dit combineert professioneel nauwkeurigheid met convenience. Voor architecturale installaties waar anodized panelen op bouwsite geleverd worden is verificatie vóór installatie waardevol – eenmaal gemonteerd is afwijzing extreem kostbaar door demontage en re-werk. investering in meting mogelijkheid of dienst beschermt tegen deze risico’s.
Waarom verschillen metingen op verschillende locaties van hetzelfde deel?
Lokale laagdikte variatie binnen enkel deel is normaal en wordt veroorzaakt door current distribution effecten tijdens anodisatie. In elektrolytisch bad varieert stroomdichtheid over complex geometrieën – kenmerken met hoog oppervlak area to volume verhouding (dunne secties, scherpe edges, uitstekende kenmerken) krijgen hogere stroomdichtheid en dus dikkere anodisatie. Conversely, diepe holtes, smalle sleuven, en afgeschermde gebieden krijgen lagere stroomdichtheid en dunnere laag. Variatie van 20-30% tussen best en worst case locaties op complex deel is niet ongewoon.
opspanning beïnvloedt ook variatie. contact punten waar deel aan rek hangt krijgen geen of minimale anodisatie omdat elektrisch contact de oxidatie verhindert. Gebieden direct onder contact punten hebben vaak 10-20% lagere dikte door lokaal verminderd current. Ook polariteit van deel in bad (verder van versus dichter bij anodes) beïnvloedt distributie. Goede anodiseerders optimaliseren opspanning om variatie te minimaliseren maar kunnen het niet elimineren voor complexe geometrieën.
Materiaal factoren spelen rol: legeringsinhomogeniteit (lokale variatie in alloying element concentratie), voorbehandeling effecten (gebieden met verschillende ets rates door mechanische bewerking), en geometrie-based phenomena zoals spanning concentrations kunnen lokaal oxide growth snelheid beïnvloeden. Voor kritieke applicaties waar lokale dunne spots onacceptabel zijn: (1) specificeer minimum dikte “on all oppervlakken” niet alleen gemiddelde, (2) identificeer kritiek kenmerken explicitly en meet deze targeted, (3) overweeg ontwerp changes die anodisatie-friendly zijn (vermijd extreem aspect ratios, zeer diepe smalle kenmerken), (4) accepteer dikker gemiddelde laag om minima boven spec te krijgen.
Hoe vaak moet ik laagdikte meten tijdens productie?
Meetfrequentie hangt af van proces stabiliteit, batch grootte, en criticality van applicatie. Voor gevestigde, stabiele anodisatie processen met statistisch proces controle: meet eerste deel van elke batch (verificatie dat installatie correct is), laatste deel (bevestiging dat proces stabiel bleef), en willekeurig monster mid-batch. Voor batches >100 delen verhoog bemonstering naar 5-10 delen spread over productie run. Voor nieuwe proces installatie of na onderhoud meet elk deel van eerste 3-5 batches om mogelijkheid te verifiëren voordat reducing naar routine bemonstering.
Voor kritieke applicaties (aerospace, medical apparaten, veiligheid-kritiek automotive) is 100% inspectie soms gespecificeerd contractueel. modern geautomatiseerd eddy current systemen kunnen in-line meting tijdens productie stroom doen – delen passeren meting station met multi-probe array die 5-10 locaties simultaan meet in enkele seconden. Dit geeft complete traceerbaarheid (elke deel individueel gedocumenteerd) zonder doorvoer impact. Systemen kosten €20.000-50.000 maar voor grootvolume kritiek productie zijn deze investments gerechtvaardigd.
timing van metingen ook belangrijk: voor type II anodisatie meet na volledige verzegeling en drogen (minimum 24 uur na proces completion) omdat unsealed oxide kan vocht absorberen die readings beïnvloedt. Voor type III meten alleen na complete drying (48-72 uur) voor stabiel readings. echt-tijd procesmatig meting tijdens anodisatie is technisch mogelijk met gespecialiseerd apparatuur maar complex – meeste faciliteiten meten alleen final product. Exception: R&D environments gebruiken in-situ meting voor proces optimalisatie studies.
Wat zijn typische meetfouten en hoe vermijd ik deze?
Meest voorkomende fout is incorrect calibratie – eddy current meters moeten gecalibreerd worden op substraat die exact matched meting toepassing. Calibratie op 6063 aluminium en dan meten op 7075 geeft 3-7% afwijking door verschillende elektrisch conductivity. Oplossing: calibreer op actual substraat legering, of gebruik meters met legering compensation kenmerken. Ook: calibratie foils moeten schoon zijn zonder vingerafdrukken/krassen die dikte artificieel verhogen. Vervang foils jaarlijks en handle alleen aan edges.
Probe positioning fouten zijn tweede grote bron. Probe moet loodrecht (90°) op oppervlak zijn – hoeken >5° geven progressief hogere readings (10° offset = 2-5% overschatting). Voor gebogen oppervlakken gebruik curved probes matching straal. Te lichte probe contact geeft unstable readings, te harde contact kan substraat deuken (vooral voor zacht tempers zoals O of T4). Train operators op consistente, gentle contact techniek. Moderne probes met contact druk indication helpen.
milieu interference: elektromagnetische velden van nearby apparatuur (welders, inductie heaters, hoog-current machinery) kunnen eddy current meters verstoren, giving erratische readings. Meet minimaal 1-2 meter van EMI bronnen. Temperatuur extremen (<5°C, >40°C) affect electronics – laat meters acclimatiseren als ze van cold opslag komen. oppervlak contaminatie (olie, vet, vocht in unsealed oxide) kan 1-3 μm apparent dikte toevoegen – reinig oppervlak met isopropanol en meet alleen volledig dry monsters. Awareness van deze faktoren en juist meting protocol voorkomt meeste fouten.
Wat is verschil tussen gemiddelde en minimum laagdikte specificatie?
“Gemiddelde laagdikte” specificaties (bijvoorbeeld “18 μm gemiddeld”) toestaan individuele metingen lager en hoger dan nominaal waarde zolang gemiddelde binnen spec is. Voorbeeld: 10 metingen van 15, 16, 17, 18, 19, 20, 21, 22, 23, 24 μm hebben gemiddelde 19.5 μm – voldoet aan “18 μm gemiddeld” ondanks 4 metingen <18 μm. Deze benadering is realistisch voor anodisatie proces inherente variabiliteit maar kan risico hebben als lokaal dunne spots kritiek zijn voor prestaties.
“minimum laagdikte” specificaties (bijvoorbeeld “18 μm minimum”) vereisen dat ELKE meting ≥18 μm is – strengere vereiste die no exceptions toestaat. Voor corrosie-kritiek of slijtage-kritiek applicaties waar een enkel dun punt component levensduur determineert is minimum spec appropriater. Nadeel: hogere afwijzing rates omdat elk outlier (zelfs 17.8 μm bij 18 μm minimum) batch kan diskwalificeren. Voor compenseren targeteren anodiseerders 10-15% boven minimum (dus 20-21 μm doel voor 18 μm minimum spec) voor proces margin.
hybride approaches combineren beide: “gemiddelde ≥20 μm met elk individueel punt ≥18 μm” geeft realistische targets (gemiddelde 20) met floor bescherming (minimum 18). Deze balanced specs zijn veel voorkomend in architecturale standaarden zoals Qualicoat. Bij het schrijven van specs overweeg: is absolute minimum kritiek voor functie (gebruik minimum spec), of is gemiddelde prestaties voldoende (gebruik gemiddelde spec). Voor kritieke applicaties zonder duidelijkheid specificeer conservatief met minimum – beter stricter dan onvoldoende bescherming accepteren.
Kunnen laagdikte metingen beschadiging van anodisatie detecteren?
Eddy current metingen zijn uitstekend voor detectie van lokale anodisatie verlies door slijtage, chemische aanval, of mechanische beschadiging. Voor slijtage-tracking toepassingen (bijvoorbeeld glijlagers in test rigs) kan periodieke meting op zelfde locaties oxide verlies quantificeren – verschil tussen initial 50 μm en current 35 μm na 100.000 cycli geeft 15 μm slijtage, bruikbaar voor levensduur projections. resolutie van ±1 μm maakt detectie van subtiele degradatie mogelijk voordat catastrophic falen optreedt.
Voor corrosie monitoring is laagdikte meting minder sensitief omdat putcorrosie corrosie lokaal concentrated is op micron-schaal defecten. Een deel met 95% intact 20 μm laag en 5% oppervlak area met putcorrosie corrosie tot substraat meet nog steeds ~19 μm gemiddeld – corrosie is significant maar niet obvious in bulk dikte gegevens. Voor corrosie beoordeling zijn visueel inspectie, microscopy, en electrochemical technieken (polarization weerstand) sensitiever. dikte meting detecteert alleen generalized oxide verlies over grote oppervlakte.
Voor proces kwaliteit audits kunnen archived dikte gegevens van productie combined met field metingen na jaren dienst oxide stabiliteit verifiëren. Als 2015 productie gegevens toonde 20 μm en 2025 field meting op zelfde panelen toont 18-19 μm, suggereert dit 1-2 μm oxide dissolution over 10 jaar – acceptabel slow degradatie. Als field metingen <15 μm zijn dan is buitensporig corrosie occurring en root cause (inadequate verzegeling, blootstelling omgeving harsher dan designed, proces defect in origineel productie) moet investigated worden. Dit soort forensic analysis vereist uitstekend registratie keeping en traceerbaarheid.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}