
Alles wat je ooit wilde weten over anodiseren in één uitgebreid overzicht. Van basis vragen voor beginners tot technische details voor professionals – deze FAQ van 100+ vragen beantwoordt alle voorkomende vragen over anodiseren. Gebruik de inhoudsopgave om snel je antwoord te vinden.
Inhoudsopgave
Basis Vragen over Anodiseren (1-20)
1. Wat is anodiseren precies?
Anodiseren is een elektro-chemisch proces dat de natuurlijke oxidatielaag van aluminium kunstmatig versterkt. Via elektrolyse groeit een harde, poreuze aluminiumoxide laag op het oppervlak, die bescherming biedt tegen corrosie en slijtage. De laag groeit naar binnen, integreert met het materiaal en kan na kleuring worden geseald voor duurzaamheid. Zie ons anodiseren proces artikel voor details.
2. Waarom zou ik aluminium laten anodiseren?
Voordelen: (1) Corrosiebescherming – voorkomt oxidatie en aantasting, (2) Hardheid – 10x harder dan onbehandeld aluminium, verhoogde slijtvastheid, (3) Esthetiek – mooie gelijkmatige afwerking, kleuropties, (4) Duurzaam – laag slijt niet af, kleuren verbleken niet (UV-bestendig), (5) Onderhoud – gemakkelijk schoon te houden, geen herbeschermen nodig, (6) Milieuvriendelijk – geen VOC’s, aluminium blijft recyclebaar.
3. Welke metalen kunnen geanodiseerd worden?
Primair aluminium en aluminiumlegeringen. Ook titanium en magnesium kunnen worden geanodiseerd (andere processen). RVS, staal, koper en messing kunnen NIET traditioneel worden geanodiseerd omdat ze geen beschermende oxidatielaag vormen. Voor deze metalen zijn andere oppervlaktebehandelingen zoals galvaniseren, verchromen of poedercoaten nodig. Zie kan je RVS anodiseren voor meer info.
4. Hoe dik is een anodiseerlaag?
Type II (standaard): 5-25 micron, Type III (hardanodiseren): 25-100+ micron. Voor architectuur: meestal 15-20 micron, voor industrieel/decoratief: 10-20 micron, voor aerospace: vaak exact gespecificeerd (bijv. 12±2 micron). Laagdikte beïnvloedt kleurintensiteit – dikkere lagen geven donkerder kleuren bij gekleurd anodiseren.
5. Verandert anodiseren de afmetingen van mijn onderdeel?
De anodiseerlaag groeit 50% naar binnen en 50% naar buiten. Voor een 20 micron laag: -10 micron materiaal en +10 micron buiten. Praktisch gezien: voor meeste toepassingen verwaarloosbaar (<0.02mm verandering). Voor maatnauwkeurige onderdelen (toleranties <0.05mm): rekening houden met laagdikte. Schroefdraad kan krap worden na anodiseren – vaak moet dit gemaskeerd worden of achteraf worden bijgewerkt.
6. Is anodiseren hetzelfde als eloxeren?
Ja, eloxeren is de Duitse/Zwitserse/Oostenrijkse term voor anodiseren. “Eloxal” staat voor ELektrolytische OXidatie van ALuminium. Het proces is identiek. In Nederland gebruiken we meestal “anodiseren”, in Duitstalige landen “eloxeren”.
7. Wat is het verschil tussen Type I, II en III anodiseren?
Type I (chromic): Chromaatzuur, dunne laag (0.5-18 micron), vooral aerospace, minder milieuvriendelijk. Type II (sulfuric): Zwavelzuur, standaard proces, 5-25 micron, decoratief en beschermend, meest gebruikt. Type III (hardcoat): Zwavelzuur bij lage temp, 25-100+ micron, extra hard en slijtbestendig voor industriële toepassingen. Zie hardanodiseren voor Type III details.
8. Kan geanodiseerd aluminium roesten?
Nee, aluminium kan technisch niet “roesten” (roest = ijzeroxide). Aluminium oxideer t wel, maar geanodiseerd aluminium heeft al een dikke, gesealde oxidatielaag die verdere oxidatie voorkomt. Bij correct anodiseren en sealen is geanodiseerd aluminium zeer corrosiebestendig. Enige uitzondering: bij beschadiging van de laag (diepe krassen tot op het metaal) kan lokale oxidatie optreden.
9. Hoe lang gaat geanodiseerd aluminium mee?
Bij correct proces en onderhoud: Binnen: vrijwel onbeperkt (50+ jaar), Buiten beschermd: 25-50 jaar, Buiten onbeschermd: 15-25 jaar afhankelijk van klimaat. In zeelucht of industriële omgeving: 10-20 jaar bij regelmatig reinigen. Architecturaal anodiseren op gebouwen kan 40+ jaar mooi blijven met minimaal onderhoud.
10. Is anodiseren giftig of gevaarlijk?
Het anodiseren proces gebruikt gevaarlijke chemicaliën (zwavelzuur, kleurstoffen, sealing chemicaliën) die correcte veiligheidsmaatregelen vereisen. Het eindproduct (geanodiseerd aluminium) is volledig veilig, niet-giftig en geschikt voor contact met voedsel (met juiste certificering). Anodiseerlaag is inert aluminiumoxide, chemisch stabiel. Veiligheid bij DIY anodiseren: zie anodiseren safety.
11. Wat is sealen en waarom is het belangrijk?
Sealen sluit de poriën van de anodiseerlaag af na het kleuren. Na anodiseren is de laag poreus met open poriën. Sealen (in heet water of nikkelacetaat) laat deze poriën hydrateren en afsluiten. Belang: (1) Fixeert kleur – voorkomt vervagen, (2) Verhoogt corrosiebestendigheid, (3) Maakt oppervlak makkelijker te reinigen, (4) Voorkomt vlekken en verkleuring. Zonder correct sealen kan kleur vervagen en laag kan vlekken krijgen.
12. Kan ik geanodiseerd aluminium schilderen of lakken?
Ja, maar anodiseren biedt al bescherming dus schilderen is meestal niet nodig. Als je toch wilt: geanodiseerd oppervlak is glad en niet-poreus, dus hechting van verf kan lastig zijn. Beste aanpak: (1) Licht schuren met fijn schuurpapier, (2) Primer voor metaal gebruiken (speciaal voor aluminium), (3) Twee lagen topcoat. Let op: verf kan afbladderen bij impact terwijl anodiseerlaag geïntegreerd blijft.
13. Is anodiseren elektrisch geleidend?
Nee, aluminiumoxide (anodiseerlaag) is een isolator. Voor elektrische verbindingen moet anodiseerlaag worden weggeschuurd of gemaskeerd tijdens anodiseren. Bij hardanodiseren (dikkere lagen) is isolerende werking sterker. Voor toepassingen die elektrische geleiding vereisen: masker contactpunten voor anodiseren of schuur lokaal de laag weg.
14. Kan ik geanodiseerd aluminium lassen?
Niet direct – de anodiseerlaag moet eerst volledig worden verwijderd in de laszone (schuren, slijpen of chemisch strippen). Anodiseerlaag voorkomt goede lasdoordringing en veroorzaakt defecten. Werkwijze: Verwijder laag grondig in laszone + 10mm rondom, las normaal, optioneel re-anodiseren (hele onderdeel opnieuw behandelen). Voor permanente constructies: beter eerst lassen, dan anodiseren.
15. Wat is het verschil tussen anodiseren en poedercoaten?
Anodiseren: Groeit uit aluminium zelf, integreert met metaal, kan niet afbladderen, UV-bestendig, dunner (5-25μm), beperkte kleuren, duurder. Poedercoaten: Aparte laag bovenop, kan afbladderen, meer kleuropties (RAL), dikker (60-120μm), goedkoper. Zie anodiseren vs poedercoaten vergelijking.
16. Kan ik geanodiseerd aluminium schroeven?
Ja, maar: (1) Schroefdraad wordt iets nauwer door laagdikte, (2) Harde anodiseerlaag kan bros zijn en afbladderen bij schroefdraad. Oplossingen: Masker schroefdraad tijdens anodiseren (stop-off lak of pluggen), of tap schroefdraad na anodiseren (verwijdert laag in draad), of gebruik iets grotere schroefdraad. Voor kritische verbindingen: schroefdraad niet anodiseren.
17. Waar word t anodiseren voor gebruikt?
Enorm breed: Architectuur – gevels, kozijnen, zonwering, Aerospace – vliegtuigonderdelen, Automotive – trim, motoronderdelen, Consumer electronics – smartphones, laptops, camera’s, Industrieel – machine-onderdelen, tooling, Medical – instrumenten, implantaten, Sportartikelen – fietsen, berguitrusting. Zie anodiseren toepassingen.
18. Is anodiseren milieuvriendelijk?
Voordelen: Geen VOC’s zoals bij verf, aluminium blijft 100% recyclebaar, zeer duurzaam (geen herbeschermen), geen afbladderen = geen afval. Nadelen: Proces gebruikt chemicaliën (zwavelzuur), energie-intensief (rectifiers, koeling), afvalwater moet worden behandeld. Moderne faciliteiten: waterrecycling, hernieuwbare energie, afvalreductie maken het steeds groener.
19. Kan anodiseren ongedaan worden gemaakt?
Ja, anodiseerlaag kan worden verwijderd (strippen) met sterke alkalische oplossingen (natronloog) of sterke zuren. Dit lost de aluminiumoxide laag op en legt het aluminium bloot. Aluminium verliest wel 5-12 micron materiaal (helft van laagdikte). Gebruik: Bij fouten (vlekken, verkeerde kleur), voor re-anodiseren, voor reparatie. Professionele strippers adviseren procesparameters.
20. Wat is natuurlijk anodiseren?
Anodiseren zonder kleurstoffen toevoegen – de laag blijft de natuurlijke kleur van aluminiumoxide (transparant tot licht grijzig, afhankelijk van legering). Geeft aluminium een subtiele matte of glanzende metaalafwerking afhankelijk van voorbewerking. Voordelen: goedkoopst, meest UV-bestendig, natuurlijke metaallook. Veel gebruikt in architectuur, industriële toepassingen.
Proces & Techniek Vragen (21-40)
21. Bij welke temperatuur wordt geanodiseerd?
Type II (standaard): 15-21°C (koel), Type III (hardanodiseren): -5 tot 5°C (ijskoud), Sealing: 95-100°C (bijna kokend). Temperatuurcontrole is kritisch – te warm geeft zachte, poreuze laag, te koud verhoogt spanning (risico op barsten). Professionele systemen: ±0.5°C nauwkeurig.
22. Welke spanning en stroom worden gebruikt?
Type II: 12-15V DC, stroomdichtheid 1.0-1.5 A/dm². Type III: 15-24V DC, hogere stroomdichtheid mogelijk. Spanning bepaalt groeisnelheid en laagkwaliteit. Te hoge spanning: brandplekken en ruw oppervlak. Te lage spanning: te langzaam proces. Stroomdichtheid beïnvloedt laagstructuur en hardheid.
23. Hoe lang duurt anodiseren?
Anodiseren zelf: 30-60 minuten voor 15-20 micron Type II, 60-90 minuten voor hardanodiseren. Totaal proces: 2-4 uur inclusief voorbehandeling, spoelen, kleuren, sealen. Voor volume productie: batches worden parallel verwerkt voor efficientie. Professionele doorlooptijd: 5-15 werkdagen vanwege batching en planning.
24. Wat is de functie van zwavelzuur in het bad?
Zwavelzuur (H₂SO₄) is de elektrolyt die elektrische geleiding mogelijk maakt tussen kathode en anode. Concentratie: meestal 15-20% (180-200 g/L). Het zuur lost het gevormde aluminiumoxide deels op, waardoor poreuze structuur ontstaat (belangrijk voor kleuropname). Balans tussen oxidatievorming en oplossing bepaalt laagstructuur.
25. Waarom moet het bad gekoeld worden?
Elektrolyse genereert warmte (I²R verliezen). Zonder koeling stijgt badtemperatuur, wat resulteert in: zachte, chalky laag in plaats van harde coating, onregelmatige laagdikte, verhoogde oplossing van aluminium (materiaalverlies), inconsistente resultaten. Professionele systemen gebruiken heat exchangers of glycol koelsystemen voor constante temperatuur.
26. Wat is voorbehandeling en waarom is het nodig?
Voorbehandeling bereidt oppervlak voor: Ontvetten: Verwijdert oliën, vetten, vingerafdrukken (alkalische reiniger). Etsen (optioneel): Natronloog geeft mat oppervlak, fosforzuur/salpeterzuur geeft glans. Desmutting: Verwijdert smut (grijze laag na etsen). Zonder correcte voorbehandeling: vlekken, ongelijke laag, slechte hechting van kleurstoffen.
27. Kan ik onderdelen gedeeltelijk anodiseren?
Ja, met stop-off lak (resist): coating die verhindert dat delen anodiseren. Gebieden die je wilt beschermen (schroefdraad, contactpunten, specifieke zones) worden gemaskeerd met lak voor anodiseren. Na proces wordt lak verwijderd. Ook mogelijk: mechanisch maskeren met kunststof pluggen, tape (minder effectief). Voor complexe patronen: laser etching na anodiseren.
28. Wat gebeurt er bij elektrolytisch kleuren?
Na anodiseren worden metaalzouten (tin of koper) in de poriën afgezet via een tweede elektrolytische stap met AC stroom. Deze metaaldeeltjes geven kleur door lichtabsorptie. Voordelen: UV-stabiel (kleur verbleekt niet), consistente batch-kleuren, geen organische kleurstoffen. Gebruikt vooral voor architecturaal brons, goud, champagne tinten.
29. Wat is het verschil tussen hot seal en cold seal?
Hot water seal: 95-100°C gedemineraliseerd water, 15-30 min, meest gebruikt, goedkoop, effectief. Cold seal (nikkelacetaat): 25-30°C, nikkelacetaat oplossing, 5-10 min, sneller, betere kleurstabiliteit, duurder. Mid-temperature seal: 70-80°C, compromis. Hot seal is standaard voor meeste toepassingen.
30. Hoe wordt laagdikte gemeten?
Eddy current: Niet-destructief, meest gebruikt, meet via magnetisch veld (€500-5000). Microscoop: Destructief (doorsnede), zeer nauwkeurig, voor kalibratie. Gewicht methode: Weeg voor/na strippen, berekent gemiddelde dikte. Admittance test: Meet seal kwaliteit (niet dikte). Professionele faciliteiten gebruiken eddy current meters.
31. Wat is het verschil tussen Type II en Type III anodiseren?
Type II (standaard anodiseren) creëert een laag van 5-25 micron en wordt gebruikt voor decoratieve doeleinden en matige corrosiebestendigheid. Type III (hardcoat anodiseren) creëert een laag van 25-150 micron, is extreem hard (350-500 HV), en wordt gebruikt voor technische toepassingen met hoge slijtage. Type III is donkerder van kleur en minder geschikt voor felle kleuren.
32. Welke spanning wordt gebruikt bij anodiseren?
Voor Type II anodiseren: 12-18 Volt. Voor Type III hardcoat anodiseren: 15-100 Volt (afhankelijk van elektrolyt en temperatuur). De spanning bepaalt de groeisnelheid en eigenschappen van de oxidatielaag. Hogere spanning = snellere groei maar ook meer warmteontwikkeling.
33. Wat is de ideale stroomdichtheid?
Standaard anodiseren: 1,2-1,8 A/dm² (12-18 A/m²). Hardcoat anodiseren: 2-5 A/dm². Te lage stroomdichtheid geeft een zachte, poederende laag. Te hoge stroomdichtheid veroorzaakt branden, barsten en een slechte laaghechting. De stroomdichtheid moet aangepast worden aan het oppervlak van de werkstukken.
34. Hoe bereken je het benodigde oppervlak?
Meet alle zichtbare oppervlakken van je werkstuk in cm². Tel alle zijden bij elkaar op. Vermenigvuldig met de gewenste stroomdichtheid (bijv. 1,5 A/dm²). Voorbeeld: een plaat van 10×10 cm (beide kanten) = 200 cm² = 2 dm² = 3 Ampère bij 1,5 A/dm². Let op: ook gaten en randen tellen mee!
35. Wat is het verschil tussen zwaveligzuur en chroomzuur anodiseren?
Zwaveligzuur (Type II): meest gebruikt, goede hardheid, kan gekleurd worden, transparant. Chroomzuur (Type I): dunnere laag (0,5-5 micron), betere flexibiliteit, geen kleuring mogelijk, gebruikt voor onderdelen met scherpe randen of voor lijmverbindingen. Chroomzuur is minder giftig maar geeft een minder harde laag.
36. Waarom worden werkstukken soms “gebeist” voor anodiseren?
Beizen (etsen) in natronloog (NaOH) verwijdert 5-10 micron aluminium en creëert een matte, uniforme oppervlaktestructuur. Dit is gewenst voor decoratieve toepassingen omdat het krassen en bewerkingssporen minimaliseert. Na beizen wordt altijd “gedesmutte” in salpeterzuur om de grijze smutlaag te verwijderen. Niet alle toepassingen vereisen beizen.
37. Wat is “sealen” en waarom is het belangrijk?
Sealen sluit de poriën van de anodisatielaag af door het werkstuk 15-30 minuten in heet water (95-100°C) of nickelacetaat oplossing te dompelen. Dit vergroot de corrosiebestendigheid en klechtechtheid met 10x. Ongesealde lagen blijven poreus en kunnen vlekken, uitlogen of corroderen. Sealen is essentieel voor buitentoepassingen.
38. Kun je verschillende legeringen in hetzelfde bad anodiseren?
Technisch wel, maar niet aanbevolen omdat verschillende legeringen verschillende anodisatiesnelheden en kleuren geven. 6000-serie wordt grijzer dan 5000-serie. Gegoten legeringen (2xx.x, 3xx.x) geven donkere, vlekkerige lagen. Voor uniforme resultaten: anodiseer alleen dezelfde legeringen samen.
39. Wat gebeurt er als je te lang anodiseert?
De laag groeit niet oneindig door! Bij standaard anodiseren bereik je na 45-60 minuten een evenwicht: de laag groeit aan de basis maar lost op aan de buitenkant. Te lang anodiseren verspilt energie, verwarmt het bad, en kan leiden tot een poederende oppervlaktelaag door overmatige oplossing. Typisch: 30-45 minuten voor 15-20 micron.
40. Hoe controleer je de laagdikte tijdens het proces?
Tijdens proces: bereken theoretisch (1 micron per 1,5-2 minuten bij 1,5 A/dm²). Na proces: gebruik eddy current meters (niet-destructief, €500-5000) of microcoupetesten (destructief, goedkoop). Voor professioneel werk zijn diktemeting instrumenten essentieel. Kleurverschil alleen is geen betrouwbare indicator!

Kleuren & Afwerkingen (41-60)
41. Welke kleuren zijn mogelijk met anodiseren?
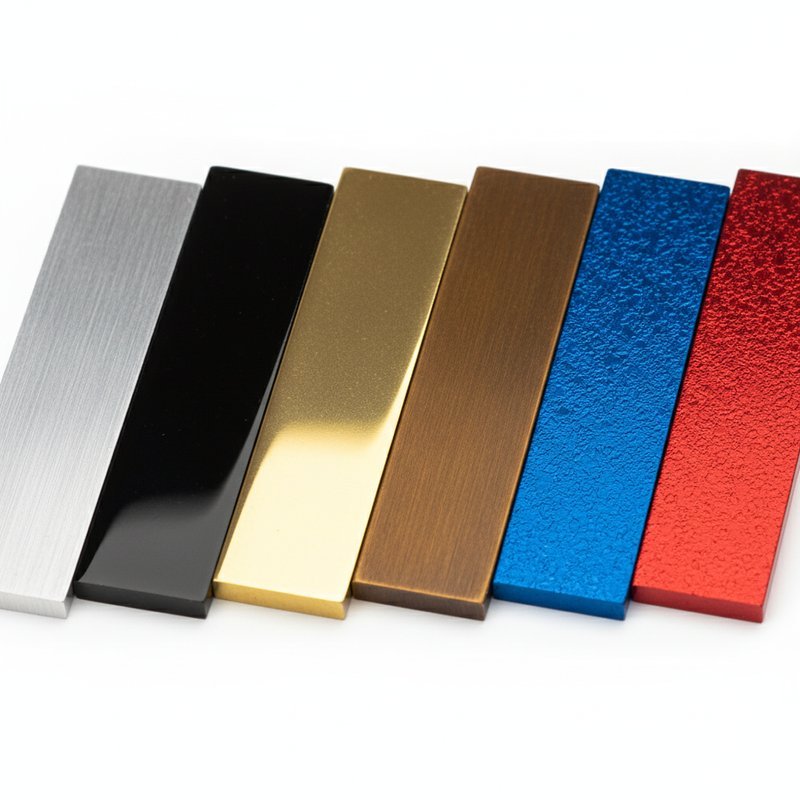
Naturel (zilver/grijs), zwart, brons, goud, rood, blauw, groen zijn de meest voorkomende. Door elektrolytische kleuring kun je champagne, gun-metal, brons krijgen. Organische verfkleuring biedt vrijwel alle kleuren. Helderrode, paarse en oranje tinten zijn mogelijk maar minder lichtecht. Voor meer info: zie ons artikel over anodiseren kleuren.
42. Waarom wordt mijn zwart anodiseren grijs?
Oorzaken: te lage verfconcentratie, te korte kleurtijd, te hoge pH (>5,5), te dunne anodisatielaag (<10 micron), verkeerde legering (6063 wordt donkerder dan 6061), of het bad is te oud. Zwart heeft minimaal 12-15 micron laagdikte nodig. Temperatuur van kleurenbad: 60-65°C voor beste zwarte kleur.
43. Wat is het verschil tussen organische kleuring en elektrolytische kleuring?
Organische kleuring: verfmoleculen dringen poriën binnen bij 60-65°C (meeste kleuren mogelijk, minder UV-bestendig). Elektrolytische kleuring: metaaldeeltjes worden elektrochemisch in poriën afgezet (alleen brons/zwart tinten, zeer UV-bestendig, duurder). Elektrolytische kleuring wordt vooral gebruikt voor architectuur buitentoepassingen.
44. Hoe krijg je een glanzende afwerking?
Start met mechanisch gepolijst aluminium (tot 1000 grit of hoger). Gebruik “bright anodizing” elektrolyt met toegevoegde organische additieven. Anodiseer kort (15-20 minuten voor 8-12 micron). Niet beizen! Beizen vernietigt de glans. Sommige legeringen (5005, 6463) geven natuurlijk glansiger resultaten dan anderen.
45. Wat is “interference kleuring” bij anodiseren?
Door de laagdikte zeer precies te controleren (50-200 nm stappen) krijg je interferentiekleuren zoals blauw, paars, groen door lichtbreking – zonder verf! Dit vereist spanning-gecontroleerd anodiseren in fosfor- of boorzuur elektrolyten. Wordt gebruikt voor decoratieve toepassingen en kunstprojecten. Zeer kwetsbaar voor krassen.
46. Kun je patronen of afbeeldingen anodiseren?
Ja, met maskeertechnieken! Gebruik lakmasker, tape of resist om delen af te dekken voor selectieve kleuring. Eerst anodiseren, dan maskeren, dan kleuren, dan sealen voor eerste kleur, dan opnieuw anodiseren voor tweede kleur. Lasergravure VOOR anodiseren creëert ook contrastpatronen. Complexe meerkleurige designs zijn mogelijk maar arbeidsintensief.
47. Hoe lang blijven kleuren goed?
Bij correct gesealde lagen: organische kleuren 5-15 jaar buiten (afhankelijk van kleur en UV-expositie), elektrolytische kleuring 25+ jaar. Zwart en brons zijn het meest UV-bestendig. Rood en paars vervagen het snelst. Binnen: alle kleuren blijven vrijwel onbeperkt goed. Goede sealing is cruciaal!
48. Waarom zie ik kleurverschillen tussen verschillende charges?
Oorzaken: verschillende legeringsbatches (silicium/ijzergehalte varieert), variatie in voorbehandeling (beizen, polijsten), temperatuurverschillen elektrolyt/kleurbad, leeftijd elektrolyt, vervuiling, of variatie in laagdikte. Voor perfecte kleurmatching: gebruik aluminium van dezelfde batch en anodiseer tegelijk. Kleurverschillen <ΔE=2 zijn normaal geaccepteerd.
49. Wat is de beste kleur voor buitentoepassingen?
Elektrolytisch gebronsd of naturel anodiseren zijn het meest duurzaam (25+ jaar buiten zonder verbleken). Zwart met organische kleurstoffen is ook goed (15+ jaar). Vermijd heldere kleuren (rood, paars, oranje) voor langdurige buitentoepassingen tenzij je elektrolytische kleuring gebruikt. Lichtere tinten verbergen ook beter kleine krassen en vervuiling.
50. Kan ik een metallic effect krijgen?
Ja! Start met gebrsteld of satijn-gefinished aluminium. Anodiseer zonder te beizen (beizen vernietigt de textuur). Kleur licht of laat naturel. Het directionele patroon van het borstelen blijft zichtbaar door de anodisatielaag en geeft een prachtig metallic effect. Voor goud-metallic: goudkleurig anodiseren van geborsteld aluminium.
51. Waarom worden sommige delen niet uniform gekleurd?
Oorzaken: stroomdichtheidsverschillen (randen krijgen meer stroom = dikkere laag = donkerder), slechte geleiding door slechte contacten, afscherming (delen zitten te dicht op elkaar), of variërende laagdikte door complexe geometrie. Oplossingen: betere ophanging, meerdere contactpunten, grotere afstand tussen werkstukken, hulpkathodes voor uniforme stroomverdeling.
52. Wat is “twee-tonen” anodiseren?
Een effect waarbij verschillende delen van hetzelfde werkstuk verschillende kleuren hebben. Technieken: (1) gedeeltelijk maskeren tijdens kleuring, (2) verschillende laagdiktes door selectieve stroomverdeling, (3) lasergravure voor contrasterende gebieden, (4) gebruik van verschillende legeringen in één assemblage. Populair voor design-toepassingen en logo’s.
53. Kun je transparante kleuren maken?
Ja, door lage concentraties organische kleurstoffen te gebruiken krijg je doorschijnende, pastelachtige tinten waarbij de metaalglans zichtbaar blijft. Vooral mooi op gepolijst aluminium. Goed voor licht blauw, licht roze, licht geel. Kortere kleurtijd (2-5 minuten) dan voor dekkende kleuren (10-15 minuten).
54. Hoe verwijder je kleur uit geanodiseerd aluminium?
Voor organische kleurstoffen: dompel in verdund bleekwater (natriumhypochloriet 5-10%) bij 40-60°C voor 10-30 minuten. Dit bleken de kleurstof uit de poriën. Voor elektrolytische kleuring: niet mogelijk zonder de anodisatielaag te verwijderen. Na ontkleuren kun je opnieuw kleuren. Let op: bleekwater verzwakt de laag licht – niet eindeloos herhalen.
55. Wat zijn “anodizing standards” voor kleuren?
Internationale standards: ASTM B244 (architecturale klasse I en II), MIL-A-8625 (Type II en III), BS 1615, ISO 7599. Deze specificeren kleurcodes (bijv. “Class I Color 12” = clear anodized, “Class I Color 32” = dark bronze). Professionele anodiseerders werken volgens deze standards voor consistente kleuren tussen verschillende bedrijven/landen.
56. Hoe krijg je een mat zwarte afwerking?
Ets eerst mat (beizen in NaOH), anodiseer met dikke laag (18-25 micron), kleur diep zwart (15-20 minuten in verse zwarte verfoplossing bij 62°C), seal goed. Het matte oppervlak absorbeert licht in plaats van reflecteren. Voor extra mat effect: gebruik hardcoat anodiseren wat van nature een minder glanzende afwerking geeft.
57. Waarom is mijn goud anodiseren groen geworden?
Goud-gele organische kleurstoffen zijn een mix van gele en rode verfmoleculen. Als het rode component sneller uitbleekt door UV (vooral bij te dunne sealing), blijft het gele over wat groenachtig wordt. Preventie: dikkere laag, betere sealing, kwaliteitsverven, of elektrolytische goudkleuring die UV-stabiel is. Zie ons uitgebreide artikel over goud anodiseren.
58. Wat is champagne anodiseren?
Champagne is een licht goudbruine, warme tint verkregen door elektrolytische kleuring in een gemengd metaalbad (tin-nikkel of koper-nikkel) bij lage spanning. Zeer populair voor architecturale toepassingen en Apple producten. Champagne is UV-stabiel en houdt zijn kleur 25+ jaar. Moeilijker te produceren dan organische kleuring dus duurder.
59. Kan ik gradiënt kleuren maken?
Ja, door het werkstuk langzaam in/uit het kleurbad te bewegen tijdens kleuring of door variabele laagdiktes te creëren. Ook mogelijk door het werkstuk onder een hoek in het kleurbad te hangen zodat het onderste deel langer kleurt. Vereist ervaring en experimenteren. Resultaten zijn uniek maar moeilijk reproduceerbaar voor massaproductie.
60. Hoe krijg je een “gun metal” kleur?
Gun metal is een donkergrijze tot blauwgrijze metallic kleur. Wordt verkregen door elektrolytische kleuring met nikkel- of kobalt-zouten bij specifieke voltage (15-20V AC). Populair voor industriële en militaire toepassingen. UV-bestendig en zeer duurzaam. Kan ook benaderd worden met organische grijze verven, maar dan minder metallic en minder duurzaam.
Kosten & Prijzen (61-70)
61. Wat kost professioneel anodiseren per m²?
Standaard anodiseren naturel: €8-15/m². Gekleurde anodiseren: €12-20/m². Hardcoat anodiseren: €25-50/m². Kleine onderdelen hebben vaak een minimum behandelingskosten van €25-50. Prijzen variëren sterk per anodiseerder, volume, complexiteit, kleur en nabehandeling. Grotere volumes krijgen aanzienlijke kortingen. Zie ons uitgebreide artikel over anodiseren kosten.
62. Wat zijn de kosten voor een DIY anodiseer setup?
Minimaal (kleine onderdelen): €150-300 (voeding, bakken, chemicaliën, thermometer). Serieuze hobby setup: €500-1000 (kwaliteitsvoeding, temperatuurcontrole, meerdere baden, veiligheidsuitrusting). Semi-professioneel: €2000-5000 (koeling/verwarming, grotere baden, diktemeting, afzuiging). Chemicaliën lopend: €50-100/jaar voor hobbyist.
63. Hoeveel elektriciteit verbruikt anodiseren?
Voor 1 m² bij 1,5 A/dm²: 150 Ampère x 15 Volt x 0,75 uur = 1,7 kWh voor anodiseren zelf. Temperatuurcontrole (koeling bij hardcoat of verwarming bij standaard): 1-5 kWh afhankelijk van badgrootte. Totaal voor 1 m²: 3-7 kWh. Bij €0,30/kWh = €0,90-2,10 per m² aan elektriciteit. Grootste kostenpost is arbeid, niet elektriciteit!
64. Zijn gekleurde anodisatielagen duurder?
Ja, gemiddeld 30-60% duurder dan naturel. Reden: extra processtap, kleurstofkosten, langere doorlooptijd, moeilijker kwaliteitscontrole, meer uitval. Zwart is vaak het goedkoopst (meest gedaan, makkelijkste kleur). Speciale kleuren (goud, brons elektrolytisch, metallic effecten) kunnen 2-3x duurder zijn. Grote volumes verlagen de meerprijs per stuk aanzienlijk.
65. Wat kost het om bestaande anodisatie te verwijderen?
Professioneel strippen: €5-12/m², vergelijkbaar met anodiseerkosten zelf. De laag wordt verwijderd in natronloog of gespecialiseerde strip-oplossingen. Dit verbruikt 2-5 micron van het basis aluminium. Je kunt hierna opnieuw anodiseren. Thuis strippen: €1-3/m² aan chemicaliën (natronloog). Let op: je kunt max 2-3x strippen voordat dimensies significant veranderen.
66. Is anodiseren goedkoper dan poedercoaten?
Meestal niet. Poedercoaten: €6-12/m² (goedkoper, alle metalen, meer kleuren). Anodiseren: €12-20/m² (duurder, alleen aluminium, beperktere kleuren). MAAR: anodiseren is dunner (geen dimensieverandering), harder, UV-bestendiger, en recycleerbaar zonder coating verwijdering. Keuze hangt af van toepassing: poedercoaten voor decoratie, anodiseren voor techniek/outdoor.
67. Verdient een anodiseer setup zich terug voor kleine bedrijven?
Break-even analyse: investering €10,000-30,000 voor professionele setup. Uitbesteden: €15/m². Zelf doen: €4/m² marginale kosten. Besparing: €11/m². Je hebt 900-2700 m²/jaar nodig om terug te verdienen. Voor bedrijven met >100 m²/maand: vaak rendabel. Voor minder: beter uitbesteden. Reken ook arbeid en overhead mee!
68. Wat zijn de kosten voor kwaliteitstesten?
Laagdiktemeting (extern laboratorium): €50-150 per monster. Eigen eddy current meter: €500-5000 (eenmalig). Zoutspraytest (corrosietest): €200-500 per test-run. Adhesietest: €100-300. Kleurmetingen met spectrofotometer: €2000-10000 voor apparaat. Voor serieuze productie zijn eigen meetinstrumenten snel terugverdiend.
69. Hoe lang blijft een elektrolytbad bruikbaar?
Zwaveligzuur elektrolyt: 1-3 jaar bij goed onderhoud (bijvullen zuur, filtreren, aluminiumconcentratie <20 g/l houden). Kleurenbaden: 6-12 maanden (verven degraderen, vervuiling). Sealingsbad: vervangen om de 3-6 maanden (pH shift, vervuiling). Kosten: €2-5/liter voor zwavelzuur elektrolyt, €20-100/liter voor kleurenbaden. Grotere baden zijn relatief goedkoper per liter.
70. Wat kost afvalverwerking van anodiseer-chemicaliën?
Professionele afvalverwerking: €0,50-2,00/liter afhankelijk van type (zuur, loog, metaalzouten). Kleine hobbyisten kunnen soms neutraliseren en afvoeren via riool (controleer lokale regelgeving!). Bedrijven: verplichte afvalverwerking, kosten €500-2000/jaar voor kleine operatie. Reduceer afval door baden lang te gebruiken en goed te onderhouden.
DIY & Thuisanodiseren (71-85)
71. Kan ik anodiseren in mijn garage?
Ja, met de juiste voorzorgsmaatregelen! Essentieel: goede ventilatie (zuurdam pen zijn gevaarlijk), zuur-resistente vloer of lekbakken, veiligheidsuitrusting (bril, handschoenen, schort), stroomonderbreker (aardlekschakelaar), en kennis van chemicaliënhandelingen. Start met kleine projecten. Zie ons complete DIY anodiseren guide voor details.
72. Welke voeding heb ik nodig voor DIY anodiseren?
Minimaal: 15-18 Volt DC, 5-10 Ampère voor kleine onderdelen. Beter: 0-30V regelbare voeding, 10-20A, met stroombeperking en digitale weergave. Geschikte opties: laboratorium voedingen (€80-200), lasapparaten op lage stand (risico), of autoaccu laders (niet ideaal door voltage). Niet gebruiken: computervoedingen (te laag voltage), USB chargers (veel te laag).
73. Wat kan ik als kathode gebruiken?
Best: lood (giftig maar ideaal – los niet op, goedkoop), aluminium plaat (lost langzaam op maar veilig en goedkoop), roestvrij staal 316 (voor kleine projecten). Niet gebruiken: koper (vervuilt bad), gegalvaniseerd staal (zink vervuilt), aluminiumfolie (te dun, lost snel op). Oppervlak kathode moet minimaal gelijk zijn aan anode-oppervlak, liefst 1,5-2x groter.
74. Hoe maak ik een zwaveligzuur elektrolyt voor thuis?
Koop accu-zwavelzuur 37% (autoshop, €10-20/liter). Verdun tot 15-20% (volume/volume): 1 deel zuur + 1 deel GEDEMINERALISEERD water. ALTIJD zuur toevoegen AAN water, NOOIT andersom (kan explosief koken)! Gebruik kunststof bak (PP of HDPE), geen metaal. Voor 10 liter bad: 5 liter zuur + 5 liter water. Langzaam toevoegen, mengen, laten afkoelen. Totaalkosten: €5-10 per bad.
75. Waar kan ik aluminium draden voor ophanging kopen?
Bouwmarkt: aluminium draad 1,5-2,5mm (€5-10 per rol). Online: ijzerhandel of metaalspeciaalzaak. Goedkope alternatieven: TIG lasdraad aluminium (zeer zuiver, €15-30/kg), of gestripte aluminium elektrische bedrading. Titanium draad is duurder (€50-100) maar herbruikbaar en lost niet op. Voor grote delen: aluminium strip 3-5mm breed.
76. Hoe voorkom ik krassen tijdens het proces?
Tips: hang werkstukken met voldoende afstand (5+ cm), bekleed bodem van bakken met plastic grid, gebruik plastic pincetten om werkstukken te verplaatsen, laat werkstukken niet tegen elkaar slingeren, droog werkstukken door zachtjes te schudden (niet afvegen!). Voor hoogglans werk: nog voorzichtiger zijn en werkstukken individueel behandelen.
77. Kan ik aceton gebruiken voor ontvetting?
Ja, aceton werkt goed voor olie/vet verwijdering. Maar beter: ultrasone reiniger met alkalische ontvetter of gewoon afwasmiddel met warm water en scrubben. Aceton is vluchtig en brandgevaarlijk. Na aceton: altijd ook reinigen met water + detergent om restanten te verwijderen. Professioneel: alkalische ontvettingsbaden (€10-20/liter concentraat) zijn effectiever en veiliger.
78. Hoe koel ik mijn elektrolyt zonder koelunit?
Budget-methoden: (1) plaats bad in grotere bak met ijswater, (2) gebruik gerecyclede PET flessen gevuld met ijs in het bad (ze drijven en koelen), (3) gebruik aquarium koeler (€50-150), (4) anodiseer ‘s nachts/vroeg ochtend wanneer het koeler is, (5) gebruik grotere baden (meer thermische massa = langzamer opwarmen), (6) verlaag stroomdichtheid (minder warmte). Doel: <21°C voor Type II, <5°C voor hardcoat.
79. Waar koop ik organische anodiseerver ven?
Online: Caswell Plating (USA, internationale verzending), gespecialiseerde anodsieershops zoals Anopol (Polen), of eBay/AliExpress (goedkoper maar wisselende kwaliteit). Nederlandse leveranciers: sommige chemicaliën-groothandels op aanvraag. Prijs: €20-80 per 100ml concentraat (maakt 5-20 liter kleurenbad). Zwart is het makkelijkst te vinden. Houd poeder koel en droog voor lange houdbaarheid.
80. Kan ik regenwater of kraanwater gebruiken?
NEE voor elektrolyt – gebruik alleen gedemineraliseerd water (autoshop, €1-2/liter) of dubbel gedestilleerd. Kraanwater bevat chloride, calcium, magnesium die elektrolyt vervuilen en slechte anodisatie geven. Voor spoelbaden: kraanwater is OK. Voor sealbad: gedemineraliseerd is beter maar kraanwater kan. Voor kleurenbaden: gedemineraliseerd essentieel. Regenwater: te vervuild en onvoorspelbare samenstelling.
81. Hoe weet ik of mijn anodisatie gelukt is?
Visueel: uniforme kleur/glans, geen vlekken of wit poeder. Eenvoudige testen: (1) zwarte stift test – teken lijn, veeg weg, goede laag houdt geen stift vast na sealen, (2) adhesie test – tape strak plakken en aftrekken (laag mag niet loslaten), (3) corrosietest – druppel zout water 24u (geen corrosie). Professioneel: eddy current diktemeting, zoutsraytest, hardheidstest.
82. Wat zijn de meest voorkomende beginners fouten?
(1) Slecht ontvetten → vlekkerige anodisatie, (2) te hoge temperatuur → zachte poederende laag, (3) te lage spanning → geen of heel dunne laag, (4) slecht elektrisch contact → geen anodisatie op sommige delen, (5) niet sealen → laag blijft wit poederig en kwetsbaar, (6) te snel spoelen → zuurvlekken, (7) werkstukken raken elkaar → brandplekken, (8) aluminium draad raakt elektrolyt → vervuiling. Lees handleidingen grondig!
83. Kan ik hardcoat anodiseren thuis doen?
Zeer moeilijk maar technisch mogelijk. Vereisten: elektrolyt <5°C (krachtige koeling essentieel!), hogere voltage (25-100V), hogere stroomdichtheid (2-5 A/dm²), preciezere controle, langere processtijd. Koeling is de grootste uitdaging - je hebt een glycol koelsysteem of industriële chiller nodig. Investeringen: €500-2000. Voor hobby: standaard Type II is veel realistischer. Hardcoat beter uitbesteden.
84. Hoe dispose ik van oude elektrolyt?
NIET in de gootsteen! Opties: (1) breng naar chemisch afval inzamelpunt gemeente (vaak gratis voor particulieren, kleine hoeveelheden), (2) neutraliseer zorgvuldig met natronloog/soda tot pH 6-8, daarna naar riool (controleer lokale regelgeving), (3) sommige gemeentes accepteren kleine hoeveelheden verdund bij tuinafval. Voor grotere hoeveelheden: professionele afvalverwerker. Zwaveligzuur is behoorlijk onschadelijk na neutralisatie.
85. Welke veiligheidsuitrusting is minimaal nodig?
ESSENTIEEL: (1) veiligheidsbril (zuurbestendig), (2) zuurbestendige handschoenen (nitrile of neoprene, niet latex), (3) schort of oude kleding die nat mag, (4) goede ventilatie of afzuigkap. Aanbevolen: (5) gezichtsscherm voor grotere baden, (6) laarzen, (7) oogspoelfles, (8) emmer water voor noodgevallen, (9) natriumbicarbonaat (zuurneutralisatie), (10) telefoon bereikbaar voor noodgevallen. NOOIT kinderen of huisdieren in de buurt tijdens werk!
Problemen & Oplossingen (86-100)
86. Waarom krijg ik witte vlekken op mijn anodisatie?
Oorzaken: (1) luchtbellen bleven vastzitten tijdens anodiseren → regelmatig schudden, (2) slechte ontvetting → was beter, (3) waterdruppels tijdens opwarmen naar kleurbad → goed afdruipen, (4) lokale oververhitting → betere koeling/lagere stroomdichtheid, (5) vervuiling elektrolyt → verversen/filtreren. Witte vlekken zijn vaak gebieden waar geen of slechte anodisatie plaatsvond.
87. Mijn anodisatie is poederig en komt er af, wat doe ik fout?
Hoofdoorzaken: (1) temperatuur te hoog (>25°C) → beter koelen, (2) stroomdichtheid te hoog → verlagen, (3) elektrolyt te oud/te veel aluminium opgelost (>20g/l) → verversen, (4) spanning te hoog → verlagen tot 15-18V, (5) te lang geanodiseerd → verkort tijd. Poederige laag = slechte kwaliteit en komt er makkelijk af. Optimale temperatuur: 18-21°C.
88. Waarom zijn mijn randen donkerder dan het midden?
Dit is het “edge effect” – randen en uitsteeksels krijgen hogere stroomdichtheid door geometrie, dus dikkere anodisatie-laag die donkerder kleurt. Oplossingen: (1) hang werkstuk strategisch tussen meerdere kathodes voor uniforme stroomverdeling, (2) gebruik hulpkathodes (extra anodes zonder stroom dichtbij), (3) verhoog afstand tot kathode, (4) mask de randen met lak, (5) accepteer licht kleurverschil (komt voor, zelfs professioneel).
89. Wat zijn die bruine/gele vlekken op mijn werkstuk?
Meestal ijzerverontreiniging of verbranding: (1) aluminium was vies met staaldeeltjes → beter reinigen voor anodiseren, (2) stalen draad/gereedschap raakte elektrolyt → vermijd, gebruik alleen aluminium/kunststof, (3) lokale oververhitting/vonken → lagere stroomdichtheid, betere contacten, (4) oude elektrolyt met opgebouwd vuil → filtreren of verversen. Preventie: ultra-schone werkwijze.
90. Mijn zwarte kleur is ongelijkmatig – hoe fix ik dit?
Troubleshoot: (1) anodisatie-laag zelf ongelijkmatig → verbeter anodiseer-proces, (2) te kort gekleurd → langer kleuren (15-20 min), (3) kleurenbad te koud (<55°C) → verwarmen tot 60-65°C, (4) verfconcentratie te laag → voeg verf toe, (5) vervuild kleurenbad → verversen, (6) werkstuk zat schuin in bad → rechter hangen. Zwart toont ongelijkmatigheden het meest, vandaar moeilijkste kleur!
91. Waarom groeit er geen laag (ammeter geeft 0A)?
Checklist: (1) slechtcontact tussen draad en werkstuk → betere klemming/schoner contact, (2) kathode en anode omgedraaid → wissel polen, (3) werkstuk is niet aluminium → controleer materiaal, (4) werkstuk heeft dikke verf/coating → strippen eerst, (5) stroom staat niet aan → check voeding, (6) draad kapot → controleer continuïteit. Goede anodisatie trekt altijd stroom!
92. De kleur is veel lichter dan verwacht, wat nu?
Oorzaken: (1) te korte kleurtijd → kleur langer, (2) anodisatie-laag te dun → anodiseer langer/hogere stroomdichtheid voor dikkere laag, (3) verkeerde legering (6061 kleurt lichter dan 5005) → accepteer of wissel materiaal, (4) kleurenbad versleten → vers bad, (5) te hoge pH → controleer (moet 4,5-5,5 zijn). Dikkere laag = intensievere kleur!
93. Er zitten barsten in mijn anodisatie-laag, wat gebeurde er?
Barsten komen door: (1) veel te hoge spanning (>30V) → thermische schok en spanning in laag, (2) veel te hoge stroomdichtheid (>3 A/dm² voor Type II) → verbranding, (3) plotselinge temperatuurschommelingen → geleidelijke overgangen, (4) werkstuk gebogen na anodiseren → anodisatie is bros en breekt bij buigen (altijd voor anodiseren buigen!). Barsten zijn niet te repareren, alleen volledig strippen en opnieuw.
94. Hoe verwijder ik vingerafdrukken van ongese alde anodisatie?
Voor sealen: dompel 5-10 min in heet water (80-95°C), daarna voorzichtig met zachte doek drogen. Dit opent poriën en spoelt vet uit. Voor hardnekkige: kort in verdunde surfactant oplossing. NA sealen: vingerafdrukken zijn permanent (vet is in poriën ingesloten). Preventie: draag latex handschoenen tijdens kleuren/sealen. Gesealde lagen kunnen gereinigd met alcohol of ontvetter.
95. Mijn elektrolyt ruikt raar/scherp, is dat normaal?
Zwaveligzuur elektrolyt ruikt licht zuur maar niet overweldigend. SCHERPE geur kan betekenen: (1) oververhitting (>30°C) → meer zuurdam pen → beter koelen, (2) te hoge spanning → elektrolyse van water → waterstof/zuurstof → vonkgevaar!, (3) vervuiling met organische stoffen → branderige geur → verversen. Werk altijd in goed geventileerde ruimte. Bij hoofdpijn/duizeligheid: stop direct en ventileer!
96. Waarom is mijn katerode helemaal opgevreten?
Als je aluminium kathode gebruikt: dit is normaal! Ongeveer 20-30% van het aluminium dat op je werkstuk groeit, komt van de kathode (rest van elektrolyt). Lood lost vrijwel niet op (daarom professionele standaard). RVS lost langzaam op en kan elektrolyt vervuilen met ijzer (bruine laag). Oplossing: vervang aluminium kathodes regelmatig (goedkoop) of investeer in loden kathode (€30-100, gaat jaren mee).
97. De kleur is mooi maar verdwijnt na een paar weken buiten, waarom?
Je hebt niet goed geseald! Sealing sluit poriën af en is ESSENTIEEL voor UV- en weersbestendigheid. Sealing: 20-30 minuten in kokend water of nikkelacetaat oplossing direct na kleuren. Test sealing: een druppel blauwe inkt op de laag → bij goed sealen trekt het niet in. Zonder sealing: verven logen uit in weken. Met goede sealing: jaren tot decennia duurzaam.
98. Kan ik een mislukte anodisatie repareren/herdoen?
Ja! Strip de anodisatie-laag volledig: dompel in 5-10% natronloog (NaOH) bij 50-70°C voor 10-30 minuten tot laag weg is. Spoel grondig, desmut in verdund salpeterzuur 5 minuten, spoel weer, en anodiseer opnieuw. LET OP: elk strippen verwijdert 2-5 micron basis aluminium, dus max 2-3x herhalen voordat dimensies significant veranderen. Voor het perfecte resultaat kan altijd!
99. Mijn sealbad wordt troebel en vies, wat doe ik?
Troebel sealbad = ophoping van verfresiduen, aluminium hydroxide, en vervuiling. Oplossingen: (1) spoel werkstukken beter na kleuren voor sealen, (2) vervang sealbad regelmatig (elke 3-6 maanden of per 50-100 m²), (3) filter het bad (koffiefilters werken!), (4) gebruik schoon gedemineraliseerd water, (5) schep drijvend vuil af. Vervuild sealbad geeft slechte sealing (witte aanslag) → belangrijkste bad om schoon te houden!
100. Hoe weet ik wanneer mijn elektrolyt vervangen moet worden?
Signalen voor verversen: (1) aluminium concentratie >20 g/l (test met ICP of stuur monster naar lab), (2) anodisatie wordt steeds poederiger/zachter, (3) je moet steeds hogere spanning gebruiken voor zelfde stroom, (4) laag groeit veel langzamer, (5) consistente witte vlekken op elk werkstuk, (6) troebel/donker bad (normaal is helder), (7) >1-2 jaar oud. Goed onderhouden bad gaat 1-3 jaar mee. Deels verversen (50%) kan ook!
Materialen & Legeringen (101-110)
101. Welke aluminium legering anodiseert het beste?
Top legeringen voor anodiseren: 5005, 5052 (helderrood, goed kleurend, architectuurtoepassingen), 6063 (goed en veel gebruikt voor profielen), 6061 (ook goed, iets grijzer dan 6063). Matig: 6082, 7075 (functioneel maar donkere/grijze tint). Slecht: 2000-serie (Cu-legeringen – donker/vlekkerig), 4000-serie (Si-legeringen – grijs), gegoten legeringen (zeer ongelijkmatig). Voor esthetiek: kies 5005/5052/6063.
102. Kan ik gelast aluminium anodiseren?
Ja, maar de lasnaad kleurt altijd anders! Reden: legeringssamenstelling van lasmateriaal verschilt van basismateriaal, hitte-beïnvloede zone (HAZ) heeft andere microstructuur. Resultaat: lasnaad is donkerder of lichter zichtbaar, vooral na beizen en kleuren. Voor onzichtbare lassen: lasmateriaal matchen met basism ateriaal (lasstaaf 5356 voor 5000-serie, 4043 voor 6000-serie) en niet beizen. Of: accepteer kleurverschil als “feature”.
103. Wat is het verschil tussen extrusie en plaat voor anodiseren?
Extrusie (profielen): meestal 6060/6063, uitstekend voor anodiseren, uniformer resultaat, vaak architecturaal kwaliteit. Plaat: kan verschillende legeringen zijn (5000/6000-serie), iets meer variatie in kleuring door walstextuur. Constructie-plaat (dikker) kan grover/grijzer zijn. Voor beste esthetische resultaten: gebruik architecturale extrusies of speciaal voor anodiseren bedoelde plaat (gemarkeerd als “bright anodizing quality”).
104. Kan ik gegoten aluminium anodiseren?
Technisch ja, maar resultaten zijn meestal teleurstellend: donkere, vlekkerige, ongelijkmatige afwerking door siliciumdeeltjes in de structuur. Sommige speciaal voor anodiseren ontwikkelde gietlegeringen (A356, A357) geven betere resultaten dan standaard (A380, ADC12). Voor beste resultaat: gebruik permanent mold casting (beter dan sand cast), beits intensief om silicium te verwijderen, en accepteer donkere “shadow” zones. Beter: gebruik extrusie of plaat waar mogelijk.
105. Wat is “architectural aluminum” precies?
Aluminum speciaal geproduceerd voor decoratieve toepassingen waar anodiseren belangrijk is. Meestal 5005, 5050, 5052, 6060, of 6063. Kenmerken: strenge controle over legeringssamenstelling (vooral ijzer en silicium gehaltes laag <0,3%), uniforme microstructuur, schone oppervlakken zonder insluitsels. Vaak gelabeled "anodizing quality". Kost 10-30% meer dan standaard constructie-aluminum maar geeft superieure, uniforme anodiresultaten. Voor façades, interieurs, design: de moeite waard.
106. Kan ik aluminium met coating/verf anodiseren?
NEE, je moet eerst strippen! Anodiseren vereist direct contact met aluminium oppervlak. Strip coating: mechanisch (schuren, stralen), chemisch (verfafbijtmiddel, natronloog voor sommige coatings), of thermisch (branden af, daarna schuren). Zorg dat ALLE coating weg is, inclusief primers en conversielagen. Poros (poedercoating resten) in poriën voorkom goede anodisatie. Na strippen: goed ontvetten en desmutter voordat je anodiseert.
107. Waarom anodiseert mijn recycled aluminium zo slecht?
Gerecycled aluminium is vaak: (1) gelegeerd met onbekende/gemixte legeringen → ongelijkmatige kleuring, (2) vervuild met staal, koper, zink deeltjes → vlekken en donkere plekken, (3) gegoten in plaats van gewalst → grovere structuur. Oplossing: (1) koop nieuw, gespecificeerd aluminium voor anodiseren (betaalbaar!), (2) als recycled: test eerst een klein stuk, (3) intensief beizen kan soms helpen, maar vaak zijn resultaten suboptimaal. Voor serieus werk: vers, schoon materiaal.
108. Kan ik aluminiumfolie anodiseren?
Technisch mogelijk maar extreem moeilijk: (1) folie is te dun (10-50 micron) en lost snel op, (2) moeilijk om goed elektrisch contact te maken zonder scheuren, (3) veel te kwetsbaar, kreukt bij elke aanraking. Wetenschappelijk experiment: JA, met zeer korte tijden (1-2 minuten) en lage stroomdichtheid (0,5 A/dm²). Praktisch: weinig zin, folie is toch goedkoop en niet voor duurzame toepassingen. Beter: gebruik minimaal 0,5mm plaat.
109. Wat is “bright trim” aluminium?
“Bright trim” is speciaal gemechanisch gepolijst architecturaal aluminium ontworpen om hoogglans, spiegelachtige anodisatie te behouden. Meestal 5657 of 5657-vergelijkbare legering. Oppervlak is elektropolished of mechanisch gepolijst tot spiegelglans (Ra < 0,1 micron). Anodiseer zonder beizen! Word gebruikt voor decoratieve trim, reflectors, juwelen, consumentenelektronica. Duurder (2-3x) maar prachtig resultaat: helderrode, spiegelende afwerking.
110. Hoe identificeer ik of mijn materiaal echt aluminium is?
Tests: (1) Magneet test – aluminium is NIET magnetisch (maar RVS 300-serie ook niet), (2) Dichtheid – Al is licht (~2,7 g/cm³), veel lichter dan staal, (3) Krastest – Al is zacht, gemakkelijk te krassen met mes, (4) Zuur test – druppel HCl/H2SO4: Al bruist (waterstof) en lost op, RVS niet, (5) Vonktest – schuur met hoekslijper: Al geeft korte witte vonken, staal lange geel-oranje. Bij twijfel: XRF analyse (€30-50 bij metaalhandel) of probeer te anodiseren (als het een laag vormt is het aluminium!).
Nog meer vragen? Deze FAQ bevat de meest voorkomende vragen over anodiseren. Voor diepgaandere informatie over specifieke onderwerpen, bekijk onze gespecialiseerde artikelen over anodiseren kleuren, kosten, DIY anodiseren, of hardcoat anodiseren.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Volg ons op social media