Hardcoat anodiseren, ook bekend als Type III anodiseren, creëert de dikste en hardste anodisatie laag mogelijk op aluminium. Met een hardheid die concurreert met gehard staal en extreme slijtage resistentie is hardcoat de go-to oplossing voor zware industriële, militaire en luchtvaart toepassingen.
wat aluminium anodiseren is en hoe het werkt | hardanodiseren Type III | verschil tussen Type II en Type III | kosten van hardcoat anodiseren
Inhoudsopgave

Wat is Hardcoat Anodiseren?
Hardcoat anodiseren (Type III volgens MIL-A-8625) is een gespecialiseerd anodiseer proces dat een extreem dikke (25-150 micron) en harde (Rc 60-70, vergelijkbaar met 350-500 HV Vickers) oxidatielaag op aluminium creëert. Dit wordt bereikt door te anodiseren bij zeer lage temperaturen (-5°C tot +5°C) met hogere spanning en stroomdichtheid dan standaard anodiseren.
Het resultaat is een keramisch-achtige laag met uitzonderlijke eigenschappen:
- Extreme hardheid: 350-500 HV (Vickers hardness), vergelijkbaar met gehard gereedschapsstaal
- Superior slijtage resistentie: 10-30x beter dan standaard Type II anodisatie
- Uitstekende corrosie bescherming: 1000+ uur zoutspraytest (ASTM B117)
- Hoge elektrische isolatie: Diëlektrische sterkte >1000V bij 25 micron
- Warmte resistentie: Stabiel tot 300°C (kort tot 400°C)
- Dimensionale groei: 50% groei in laag, 50% penetratie in basis materiaal
Wanneer Hardcoat Nodig Is
Hardcoat is overkill voor decoratieve toepassingen maar essentieel wanneer aluminium componenten worden blootgesteld aan:
- Extreme mechanische slijtage (schuivende of roterende delen)
- Hoge contactdrukken en wrijving
- Agressieve chemische omgevingen (zout water, chemicaliën, oliën)
- Temperatuur cyclussen en thermische shock
- Militaire of luchtvaart vereisten (MIL-SPEC compliance)
- Lange levensduur eis in kritische toepassingen (20-50 jaar)
Type II vs Type III: Het Verschil
De fundamentele verschillen tussen standaard (Type II) en hardcoat (Type III) anodiseren:
Type II – Standaard Anodiseren
Proces: Anodiseren in 15-20% zwaveligzuur bij 18-22°C, stroomdichtheid 1,2-1,8 A/dm², spanning 12-18V.
Laagdikte: 5-25 micron (typisch 10-15 micron voor decoratief)
Hardheid: 200-350 HV – redelijk hard maar niet extreem
Kleur: Transparant/grijs, kan gemakkelijk gekleurd worden in alle kleuren
Toepassingen: Decoratief, milde corrosie bescherming, consumentenproducten
Kosten: €8-20/m² professioneel
Type III – Hardcoat Anodiseren
Proces: Anodiseren in 15-20% zwaveligzuur bij -5°C tot +5°C (gekoeld!), stroomdichtheid 2-5 A/dm², spanning 15-100V.
Laagdikte: 25-150 micron (typisch 50-75 micron voor industrieel)
Hardheid: 350-500 HV – extreem hard, concurreert met keramiek
Kleur: Donkergrijs tot zwart (natuurlijke kleur), moeilijk tot niet kleurbaar, kan licht getint worden
Toepassingen: Industrieel, militair, luchtvaart, zware mechanica
Kosten: €25-60/m² professioneel (2-4x duurder dan Type II)
Waarom Lage Temperatuur Cruciaal Is
Bij standaard anodiseren (20°C) groeit de oxidatielaag langzaam en lost tegelijkertijd op aan de buitenkant in het zure elektrolyt. Bij 20°C bereik je een evenwicht rond 20-25 micron – daarna groeit de laag niet meer dikker.
Bij lage temperatuur (-5°C tot +5°C) wordt de oplos-snelheid dramatisch verlaagd, terwijl groei doorgaat. Dit maakt lagen van 50-150 micron mogelijk. Daarnaast is de laag dichter, harder en minder poreus dan Type II.
Nadeel: lage temperatuur vereist intensieve koeling (glycol chillers, €2000-10,000) en hogere energie consumptie.

Eigenschappen en Specificaties
Mechanische Eigenschappen
Hardheid: 350-500 HV (Vickers) of Rc 60-70 (Rockwell C). Voor vergelijking: gehard gereedschapsstaal is Rc 60-65, aluminium is Rc 15-30.
Slijtage resistentie: Taber wear test: 10-100 mg verlies per 1000 cycli (vs 200-500 mg voor Type II). Dit vertaalt naar 10-30x betere slijtage prestatie.
Wrijvingscoëfficiënt: 0,3-0,5 droog, kan verlaagd worden tot 0,15-0,25 met PTFE impregnatie of teflon sealing.
Adhesie: Uitstekend – laag is deel van basis metaal, niet een coating die kan delamineren.
Corrosie Resistentie
Zoutspray test: >1000 uur (vaak 2000-5000 uur) zonder corrosie bij 50-75 micron laag. Type II: typisch 500-1000 uur.
Chemische resistentie: Uitstekend tegen oliën, benzine, hydraulische vloeistoffen, milde zuren/basen. Matig tegen sterke zuren (HCl, H2SO4 >30%) en sterke basen (NaOH >10%).
Elektrische Eigenschappen
Diëlektrische sterkte: 20-40 V/micron laagdikte. 50 micron laag = 1000-2000V doorbraak spanning. Uitstekend voor elektrische isolatie.
Volume resistiviteit: 10^13-10^14 Ω·cm. Vergelijkbaar met keramische isolatoren.
Thermische Eigenschappen
Maximale operationele temperatuur: Continu 300°C, kort tot 400°C. Boven 400°C kan laag barsten door thermische expansie verschil met aluminium.
Warmte geleiding: Lager dan aluminium (oxidatie is isolator) maar hoger dan polymere coatings. Voor heat dissipation toepassingen: gebruik dunne hardcoat (25-30 micron).
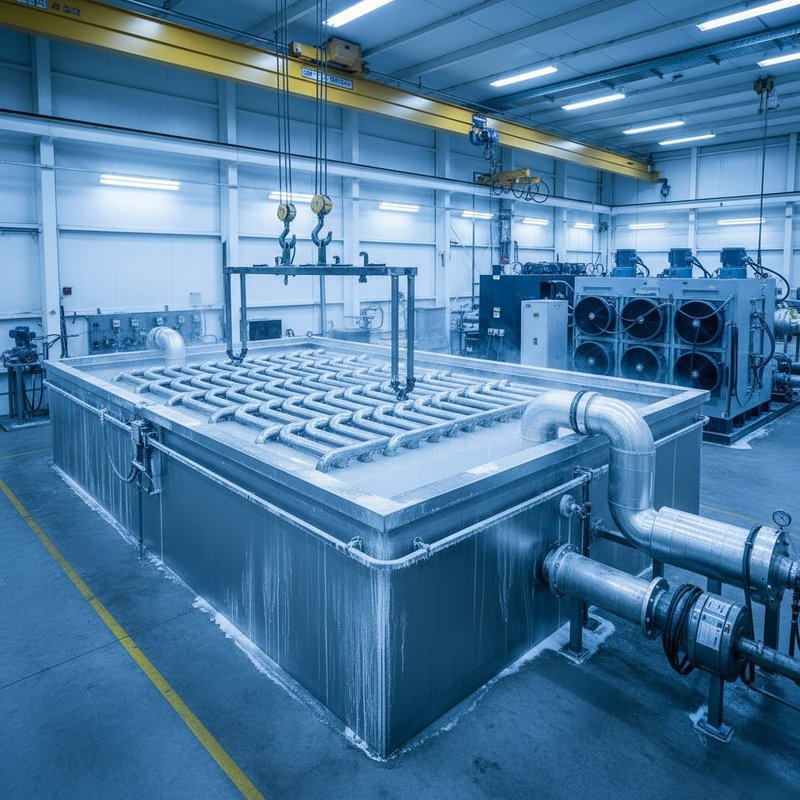
Het Hardcoat Anodiseer Proces
Hardcoat anodiseren vereist gespecialiseerde apparatuur en expertise:
Stap 1: Voorbehandeling
Nog kritischer dan bij Type II. Ontvetten in alkalische ontvetters of ultrasone baden. Geen mechanisch polijsten (tenzij glans gewenst) – hardcoat verbergt oppervlakte textuur minder dan Type II. Voor beste adhesie: licht etsen en desmutting. Spoel extreem grondig – vervuiling geeft pitting in dikke laag.
Stap 2: Koeling Setup
Kritieke stap die hardcoat onderscheidt. Elektrolyt moet gekoeld worden tot -5°C tot +5°C. Methoden: (1) externe glycol chiller met warmtewisselaar in tank (professioneel, €3000-10,000), (2) immersion cooling coils (goedkoper maar minder effectief), (3) externe circulatie door gekoeld reservoir. Temperatuur monitoring essentieel – variatie >2°C geeft inconsistente laagdikte.
Stap 3: Hardcoat Anodiseren
Elektrolyt: 15-18% zwaveligzuur (iets lager dan Type II voor betere controle). Temperatuur: -2°C tot +2°C (optimaal 0°C). Stroomdichtheid: start 2 A/dm², verhoog geleidelijk naar 3-5 A/dm² na 10-15 minuten. Spanning: 15-100V (stijgt automatisch tijdens proces naarmate laag dikker wordt). Tijd: 30-90 minuten voor 50-75 micron, 90-180 minuten voor 100-150 micron. Roeren elektrolyt voor uniforme temperatuur en verse zuur toevoer.
Stap 4: Spoelen
Grondig spoelen direct na anodiseren in koud gedemineraliseerd water. Hardcoat laag is poreus en absorbeert zuur diep – onvoldoende spoelen geeft zuurcorrosie en witte vlekken na sealing.
Stap 5: Sealing (Optioneel)
Sealing sluit poriën voor maximale corrosie resistentie en vermindert wrijving. Methoden: (1) kokend water 25-30 minuten (standaard), (2) nikkelacetaat 80-85°C voor 20-25 minuten (betere corrosie resistentie), (3) PTFE impregnatie voor low-friction toepassingen (gespecialiseerd, duur). Let op: sealing vermindert hardheid licht (10-15%) en kan dimensionale toleranties verstoren (+2-5 micron groei).
Stap 6: Nabewerking
Voor precision onderdelen: licht slijpen of honen voor exacte maat. Hardcoat kan bewerkt worden met diamant gereedschap (laag is te hard voor normale HSS). Alternatief: maskeer kritieke oppervlakken voor anodiseren om toleranties te behouden.
Industriële Toepassingen
Hardcoat anodiseren wordt ingezet in de meest veeleisende omgevingen:
Luchtvaart en Defense
Vliegtuig landingsgestel componenten, hydraulische zuiger stangen, missile onderdelen, helikopter rotor onderdelen, UAV frames. MIL-A-8625 Type III compliance vereist. Typisch: 50-75 micron laag, geen kleuring, volledige inspectie documentatie.
Automotive Racing en Performance
Differentiaal componenten, versnellingsbak onderdelen, turbo onderdelen, race motor pistons en cilinderblokken. Voordelen: gewichts besparing vs staal, warmte dissipatie, slijtage resistentie.
Hydrauliek en Pneumatiek
Zuiger stangen, cilinders, valve behuizingen, actuator onderdelen. Hardcoat voorkomt galling, vermindert wrijving, beschermt tegen corrosie in hydraulische vloeistoffen. Standaard in high-pressure systemen (>200 bar).
Textiel en Printmachines
Rol lagers, geleiders, transport onderdelen. Hardcoat geeft low-friction oppervlak dat duizenden kilometers textiel of papier kan verwerken zonder slijtage.
Medische Apparatuur
Chirurgische instrumenten, orthopedische implantaat tooling, sterilisatie apparatuur. Hardcoat is biocompatibel, bestand tegen herhaalde autoclave cycli (135°C steam), en hygiënisch.
Offshore en Marine
Onderdelen voor boorplatforms, scheeps hardware, duik apparatuur, ROV componenten. Superieure corrosie resistentie in zout water omgeving.
Voedselverwerkende Industrie
Transport rollen, cutting blades, mixing paddles. FDA compliant (ongeseald of water sealed), bestand tegen schoonmaakmiddelen, geen metaal contaminatie risico.
Voordelen en Beperkingen
Voordelen van Hardcoat
- Uitzonderlijke hardheid en slijtage resistentie – overtreft alle andere aluminium coatings
- Gewichtsbesparing – vervangt zwaardere stalen componenten in veel toepassingen
- Thermische stabiliteit – bestand tegen hoge temperaturen en thermische cycling
- Geen dimensionale groei externe – 50% groeit inwaarts, goed voor precisie onderdelen
- Niet delamineerbaar – laag is integraal deel van aluminium, kan niet afbladeren
- Lange levensduur – componenten kunnen 20-50 jaar meegaan in zware service
- Herbruikbaar – laag kan gestript en opnieuw aangebracht worden (met materiaal verlies)
Beperkingen en Uitdagingen
- Hoge kosten – 2-4x duurder dan Type II vanwege specialistische apparatuur en energie
- Donkere kleur – natuurlijk donkergrijs/zwart, beperkte kleuring opties (niet geschikt voor decoratief)
- Bros – hardheid komt met broosheid; kan barsten bij impacten of extreme buiging
- Lagere ductiliteit – onderdelen moeten VOOR hardcoat gebogen/gevormd worden
- Laagdikte limiet – praktisch maximum ~150 micron, daarboven te bros en instabiel
- Niet voor alle legeringen – werkt slecht op gegoten legeringen en high-copper legeringen (2xxx serie)
- Dimensionale toleranties – laagdikte variatie ±10-20% is normaal, moeilijk voor tight tolerances
- Setup complexiteit – vereist koeling, krachtige voeding, expertise; niet geschikt voor hobbyisten
Kosten en Investeringen
Professionele Hardcoat Prijzen
Uitbesteden aan anodiseer bedrijf: €25-60/m² afhankelijk van laagdikte, volume, complexiteit. Breakdown: Standaard 50 micron: €30-40/m². Dikke 75-100 micron: €45-60/m². Minimum charge kosten: €75-150 per order. Speciale sealing (PTFE): +€10-20/m².
DIY / In-House Setup
Voor bedrijven die overwegen eigen hardcoat: Minimale investering: €8,000-15,000 (kleine faciliteit, max 30x40cm werkstukken). Professionele setup: €25,000-75,000 (groot bad, automatisering, kwaliteitscontrole). Break-even: meestal 500-1500 m²/jaar afhankelijk van setup kosten.
Niet aanbevolen voor: Hobbyisten, kleine bedrijven met <100 m²/jaar behoefte, bedrijven zonder elektrotechnische expertise. Hardcoat is te complex en kapitaal-intensief voor casual gebruik.
Onderhoud en Operationele Kosten
Elektriciteit: 3-8 kWh/m² (2-3x hoger dan Type II door koeling en hogere stroom). Chemicaliën: €3-6/m² (elektrolyt, sealing, reinigingsmiddelen). Koeling onderhoud: €1000-3000/jaar (glycol vervangen, compressor service). Rectifier/voeding: €200-500/jaar onderhoud.
Militaire en Aerospace Specificaties
Hardcoat voor defense en luchtvaart moet voldoen aan strenge specificaties:
MIL-A-8625 Type III
Amerikaanse militaire standaard voor hardcoat anodiseren. Specificaties: Klasse 1 (niet geverfd) of Klasse 2 (geverfd voor herkenning). Laagdikte: minimum 18 micron, typisch 50-75 micron. Hardheid: minimum 350 HV. Sealing: per specificatie afhankelijk van toepassing. Inspectie: 100% visueel, steekproef dimensionaal en hardheid.
AMS 2469 (SAE Aerospace Standard)
Vergelijkbaar met MIL-A-8625 Type III maar met strengere controle eisen en traceerbaar procesdocumentatie. Gebruikt door commerciële luchtvaart (Boeing, Airbus suppliers).
DEF STAN 03-24/3 (UK Defense)
Britse equivalent van MIL-A-8625. Iets andere test procedures maar vergelijkbare performance eisen.
Kwalificatie en Certificering
Anodiseerders moeten gekwalificeerd/geaccrediteerd zijn voor defense werk. Vereist: Nadcap accreditatie (luchtvaart), AS9100 certificering (quality management), ITAR registratie (US export controlled items). Traceerbaar process logging en material certifications per batch.
Veelgestelde Vragen over Hardcoat Anodiseren
Kan ik hardcoat anodiseren thuis doen?
Technisch mogelijk maar extreem uitdagend en niet aanbevolen. Je hebt nodig: krachtige koeling tot 0°C (glycol chiller €500-2000), high-power voeding 0-100V/50-100A (€300-1000), geïsoleerde tanks, temperatuur monitoring, expertise in proces controle. Zelfs met apparatuur: inconsistente resultaten zijn waarschijnlijk zonder ervaring. Voor hobbyisten: blijf bij standaard Type II anodiseren. Voor bedrijven: investeer in proper setup (€8000+) of besteed uit aan specialist. Zie onze DIY anodiseren gids voor haalbare alternatieven.
Hoe hard is hardcoat vergeleken met staal?
Hardcoat (350-500 HV) is vergelijkbaar met gehard gereedschapsstaal (400-600 HV) maar zachter dan gehard lageringstaal (700-900 HV). Het is echter aanzienlijk harder dan: normaal constructiestaal (120-200 HV), RVS 304 (150-250 HV), aluminium (15-100 HV afhankelijk van legering en warmtebehandeling). Voor perspectief: hardcoat aluminium is 3-5x harder dan het aluminium eronder. Het is ook harder dan de meeste polymere coatings (40-100 HV) en benavert keramische coatings (500-1500 HV).
Kan hardcoat gekleurd worden?
Zeer beperkt. Hardcoat heeft een dichte, minder poreuze structuur dan Type II, waardoor kleurstoffen moeilijk binnen dringen. Natuurlijke kleur is donkergrijs tot zwart. Mogelijkheden: (1) lichte tinten (groen, blauw, brons) met gespecialiseerde elektrolytische kleuring – niet levendig, (2) zwart verdiepen met extra zwarte kleurstof (marginale verbetering), (3) dunne hardcoat (25-30 micron) is iets beter kleurbaar maar verliest hardcoat voordelen. Voor kleurvereisten: overweeg Type II anodiseren of poedercoating (maar zonder hardcoat prestaties). Hardcoat is voor functie, niet esthetiek.
Welke aluminium legeringen zijn geschikt voor hardcoat?
Best: 6061, 6063, 7075 (goede hardcoat resultaten, veel gebruikt in industrie). Goed: 5052, 5083, 5086 (iets zachter maar uitstekende corrosie resistentie). Matig: 2024, 2219 (high copper – hardcoat mogelijk maar laag is donkerder en minder uniform). Slecht: gegoten legeringen (3xx.x, 5xx.x) – zeer ongelijkmatige laag, vlekkerig, onvoorspelbaar. Vermijd: 1xxx serie pure aluminium (te zacht, laag heeft slechte adhesie). Voor kritische toepassingen: gebruik 6061-T6 of 7075-T6 (industriële standaard voor hardcoat). Meer over aluminium legeringen.
Beïnvloedt hardcoat de sterkte van aluminium?
Ja, maar effect is minimaal en meestal verwaarloosbaar. Negatief: anodiseren creëert spanning in oppervlakte → 3-8% reductie in vermoeiingssterkte (fatigue life). Positief: hardcoat beschermt tegen oppervlakte schade/krassen die anders vermoeiingsbarsten initiëren. Netto effect: voor de meeste toepassingen geen praktisch probleem. Voor high-stress critical onderdelen (vliegtuigstructuren onder cyclische belasting): engineering analyse nodig. T6 warmtebehandeling voor hardcoat: geen probleem (anodiseer na warmtebehandeling). Voor maximale sterkte behoud: gebruik dunnere hardcoat (25-40 micron) in plaats van dikke (>75 micron).
Hoe lang gaat hardcoat anodisatie mee?
Afhankelijk van toepassing en onderhoud: Industriële omgeving (hydrauliek, pneumatiek): 15-30 jaar met minimaal onderhoud. Luchtvaart componenten: 20-50 jaar (vaak levensduur van vliegtuig). Automotive racing: 5-15 jaar afhankelijk van gebruik intensiteit. Offshore/marine: 15-25 jaar in zout water met periodiek onderhoud. Indoor consumer: vrijwel onbeperkt (50+ jaar). Slijtage-intensieve toepassingen: moet vervangen wanneer laag lokaal is doorgedrongen tot basis aluminium (visueel waarneembaar als heldere aluminium vlekken in donkergrijs). Vervanging: strip oude laag, hercoat met hardcoat (verliest 5-10 micron basis materiaal per cyclus).
Hardcoat nodig voor uw toepassing? Voor professionele resultaten: consulteer gespecialiseerde anodiseer bedrijven met MIL-SPEC certificering. Voor algemene anodisatie kennis: bekijk onze kleuren gids en kosten overzicht. Voor technische ondersteuning: raadpleeg onze uitgebreide FAQ.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Volg ons op social media